
国際特許分類[B21F3/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 特殊な形への線材のコイル状化 (79) | ヘリカル状 (65) | 凹型の内面に沿わせるもの (23)
国際特許分類[B21F3/06]に分類される特許
1 - 10 / 23
線材成形機
【課題】従来よりも線材を成形するためのスペースを広くすることが可能な線材成形機の提供を目的とする。
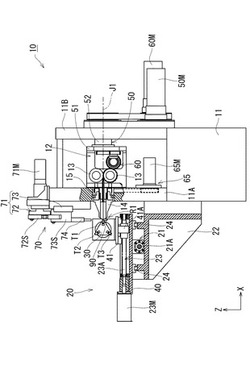
【解決手段】本実施形態に係る線材成形機10では、ツール直動駆動機構20が第2可動ベース41を直動させて成形ツールT1の直動位置を制御する。また、ツール回転駆動機構31が成形ツールT1をツール旋回軸J2回りに回転させて、成形ツールT1の線材90に対するツール旋回軸J2回りの相対的な回転位置を制御し、線材回転駆動機構50が線材90を線材送給軸J1回りに回転させて、成形ツールT1の線材90に対する線材送給軸J1回りの相対的な回転位置を制御する。ここで、第2可動ベース41には、ツール回転駆動機構31のみが搭載されているので、従来の線材成形機に比べて、第2可動ベース41周辺をコンパクトにすることができ、線材90を成形するためのスペースを広くすることができる。
(もっと読む)
ワイヤ曲げ装置

【課題】簡易な構造で、ワイヤ送りユニットと成形ツール等との相対位置を自由に変更することができ、高い精度で曲げ加工を実施することが可能なワイヤ曲げ装置を提供する。
【解決手段】成形ツール24を用いてワイヤ50を加工するワイヤ加工空間52へ、ワイヤ50を送り出すワイヤ送りユニット51と、複数の成形ツール24を支持し、回転することが可能な複数のツール選択機構2と、複数のツール選択機構2を支持し、互いに直交する二軸方向に移動することが可能な一又は複数の可動機構とを備える。ツール選択機構2は、第一の可動部4a、4b及び第二の可動部3a、3bと連結してある支持部9a、9b上に設けてあり、ツール選択機構2が、送り出されるワイヤ50の軸芯を中心軸として円弧を描いて移動するよう制御する。
(もっと読む)
ばね巻きによって螺旋ばねを製造するための方法および装置
【課題】比較的長い螺旋ばねの製造時に、大きく異なる品質のワイヤ材料からなる螺旋ばねを、厳密な公差内において高い信頼性で製造することができるようにする。
【解決手段】最初に、螺旋ばねの所望の公称形状、およびその製造に適切なNC制御プログラムが規定される。好ましくは機械で定められた基準要素に対する螺旋ばね200の選択された構造要素の実際の位置が、測定領域254において、螺旋ばねの製造の開始後および終了前に生じる少なくとも1つの測定時間に測定され、この測定領域254は、螺旋ばねの長手方向において成形装置120から有限距離210にあり、この場合、距離は、完成した螺旋ばねの全長よりも短い。測定時間における実際の位置と公称位置との差を表す現在の位置の差を決定するために、実際の測定位置が、測定時間にわたる構造要素の公称位置と比較される。成形装置のピッチ工具130が位置の差に基づいて制御される。
(もっと読む)
ばね成形機及びその制御用プログラム
【課題】従来より良品率を向上させることが可能なばね成形機及びその制御用プログラムの提供を目的とする。
【解決手段】本発明のばね成形機10は、フィードバック制御の補正ゲインを乗じる対象を、連続した一定複数個平均の偏差ΔLとしたので、各コイルばね91毎の実測コイル長のばらつきや突発的な異常値によるフィードバック制御への影響が抑えられる。これにより、従来より確実に補正ゲインとして適した値(Kc)を選定することができると共に、その選定後の補正ゲイン(Kc)でコイルばね91を量産したときも、突発的な異常による不良品多数発生等の従来の問題点が解消され、良品率が向上する。
(もっと読む)
ばね巻きによって螺旋ばねを製造するための方法および装置
【課題】ばね巻き機用のNC制御プログラムに対する補正を効率的に行うことができるようする。
【解決手段】製造された螺旋ばねの実際の形状を測定して、実際のばねデータを決定するステップと、実際のばねデータと公称ばねデータとを比較して、少なくとも1つのばね形状パラメータのために螺旋ばねの実際の形状と予め決定された公称形状との間の偏差を表す偏差データを決定するステップと、偏差が所定の公差限界外にある場合に、偏差データを解釈して補正データを作成するステップと、次の螺旋ばねを製造するための補正データに基づいて、工具の少なくとも1つの作動運動を変更するステップとを含む。
(もっと読む)
スチールワイヤの製造方法
【課題】螺旋癖付けを施したスチールワイヤにおける癖付け量のバラツキを抑制して、均一な品質を有するスチールワイヤが得られるスチールワイヤの製造方法を提供する。
【解決手段】スチールワイヤに螺旋癖付けを施した後、螺旋癖付けされたスチールワイヤを、下記式(1)および(2)、
b2>d2+π2(c2−a2+(2a−2c)e) (1)
a<c (2)
(式中、aは筒状穴部の内径(mm)であり、bは筒状穴部の長さ(mm)であり、cは前記スチールワイヤの癖付け量(mm)であり、dは該スチールワイヤの癖付けピッチ(mm)であり、eは該スチールワイヤの線径(mm)である)で示される関係を満足する筒状穴部に通すスチールワイヤの製造方法である。
(もっと読む)
コイルばね製造装置及びコイルばね製造方法
【課題】第1と第2の成形ツールを簡素な演算処理で位置制御することが可能であると共に、マニュアル操作にて第1と第2の成形ツールの位置の調整を容易に行うことが可能なコイルばね製造装置及びコイルばね製造方法を提供する。
【解決手段】本発明に係るコイルばね製造装置は、第1と第2の成形ツール21,22を駆動する第1と第2のスライド駆動軸を第3スライド駆動軸によって上下動可能としている。そして、第1と第2の衝合点21P,22Pから延びた第1と第2の衝合基準線V1,V2の交点を原点10Pとし、その原点10Pから第1衝合点21Pまでの第1衝合距離L1と、第2衝合点22Pまでの第2衝合距離L2と、線材供給始点12Pまでの距離に線材90の半径を加算した供給始点距離L3とが互いに同一になるように位置制御を行っている。
(もっと読む)
コイルばね製造機の成形装置
【課題】成形工具ユニットを調整する自由度を高めることができるコイルばね製造機の成形装置を提供する。
【解決手段】第1軸駆動手段20は基台10に設けられている第1のアクチュエータ21と、第1のアクチュエータにより駆動回転される第1のウォームギヤ22と、第1のウォームギヤに螺合する第1の摺動台座23とを備えており、第2軸駆動手段30は第1の摺動台座に設けられている第2のアクチュエータ31と、第2のアクチュエータにより駆動回転される第2のウォームギヤ32と、第2のウォームギヤに螺合するとともに第1の摺動台座に対して直線移動可能な第2の摺動台座33とを備えており、一対の成形工具ユニット40は第1軸駆動手段および第2軸駆動手段を介して基台に対して個別に縦方向および横方向に二次元移動可能となっており、この一対の成形工具ユニットを調整する自由度を高めている。
(もっと読む)
ばね製造機
【課題】コイルばねの製造のみに適するばね巻き機により脚ばねを製造する。
【解決手段】ばね製造機(1)は線材進入部と、線材(10)を供給方向(s)に供給するための線材案内部(5)と、その後段に設けられた供給された線材(10)に対して直交するように上下方向にも機枠に対して垂直方向にも移動可能なスピンドル(16)と、その後段で線材供給方向に対して平行に(t)、線材供給方向に対して直交する2方向に移動可能な成形ツール(15)とを備えた機枠(2)を有する。線材案内路(27)はスピンドル内でスピンドルの機枠と反対に向けられた外側の側壁(31)から離間する。供給された線材はスピンドルを経て成形ツールに移動可能であり、スピンドル内の開口部(46)を介して線材案内路(27)に導入可能である。
(もっと読む)
スプリングの製造方法および製造装置
本発明は、スプリングワイヤに螺旋形状を与えるようにスプリングワイヤ(1)が折り曲げラグ(5、6)を用いて曲げられる不等ピッチスプリング(9)を製造するための方法に関し、隙間は、スプリングワイヤの供給と同期させた回転を有する回転ディスク(2)の傾斜側面を、成形されつつある各ターンの間に配置することによって各ターンの間に成形され、ディスク(2)は、ディスクの周囲に沿って変化する傾斜輪郭を有し、スプリングワイヤは、各スプリングの成形の終わりに切断(3)される。 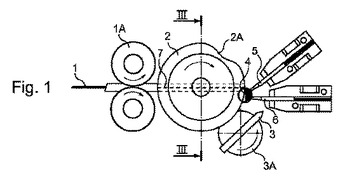 (もっと読む)
(もっと読む)
1 - 10 / 23
[ Back to top ]