
国際特許分類[B21H8/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 転造,ロール加工または圧延による特定の金属対象物の製造,例.スクリュー,車輪,リング,バレル,ボール (608) | 特定対象物を製造するために特に設計された,繰返し形状をした不定長金属製品の転造,ロール加工,または圧延 (28)
国際特許分類[B21H8/00]の下位に属する分類
特別な形状のロール (4)
国際特許分類[B21H8/00]に分類される特許
21 - 24 / 24
中空パイプの凹部形成方法及び装置
ロール支持ブロック10は4段の転造回転ロール6〜9を有し、パイプホルダ5のガイド穴13に案内されてロール支持ブロック10が移動する。パイプホルダ5によって固定された中空パイプ2には、パイプホルダ5に形成された成型窓35を通じて転進回転ロール6〜9が次々と圧接する。先ず第1段転造回転ロール6が回転しながら中空パイプ2と圧接して凹部の予備成形が行われ、次いで、順次大径になる第2〜第3段の転造回転ロール7、8によって凹部を拡大する予備成形が行われ、最終的に、第4転造回転ロール9によって第1又は第2ロック溝3、4の最終形状が成形される。 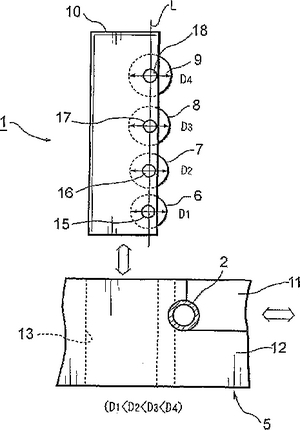 (もっと読む)
(もっと読む)
不等肉厚管の成形方法、該不等肉厚管から成形する車両用ホイールリムの製造方法、及び不等肉厚管成形装置

【課題】 略均等肉厚の円筒状素管から、部分的に薄肉化された周部を備える不等肉厚管を成形し得る不等肉厚管の成形方法、該不等肉厚管から形成する車両用ホイールリムの製造方法、及び不等肉厚管成形装置を提案する。
【解決手段】 段階的に拡幅する押圧突部22a〜22fが夫々周成された複数の押圧ロール20a〜20fを、その拡幅する順序に従って、マンドレルロール2に遊嵌して回動する円筒状素管xに、各押圧突部22a〜22fを押圧することにより、薄肉周部y1〜y6を段階的に形成し、所定幅の薄肉周部Yを有する不等肉厚管Xを成形する成形方法、この不等肉厚管Xを成形する工程を備えたホイールリムの製造方法、及びこの成形方法を具体化した装置1である。これにより、通常のホイールリムの生産性を維持しつつ、不等肉厚状のホイールリムを製造することができる。
(もっと読む)
中空カム軸の製造方法

【課題】熱処理が容易な中空材より中空カム軸を塑性成形する。
【解決手段】肉厚中空の第1素材10の軸方向複数個所を、回転させた状態で段状部用ローラ28a,28bを押し付けて縮径変形し、この縮径部に隣接する部分を縮径による肉移動にて素材径より大径にし、ついで、この縮径部に隣接する部分を所定径の大径部7a〜7dになるよう加工して第2素材10とし、この第2素材の大径部で、かつこの大径部に成形しようとするカム2b′の頂点側とは反対側の表面に、自由回転するカム用ローラ30aを、大径部表面が塑性変形する力で押し付け、第2素材を略180°にわたって両方向に交互に回動し、この間において大径部とカム用ローラとの接触部が、上記カムの形状に沿う軌跡を通るようにカム用ローラを進退させ、カム用ローラによる押圧変形によりカムを塑性成形する。
(もっと読む)
座屈強度の優れた高強度軽量部品の製造方法及び製造された内燃機関用コンロッド。
【課題】 コンロッド等、熱間鍛造により製造される高強度軽量部品の座屈強度を改善できる製造方法を提供すること。
【解決手段】 部品粗形材を成形する際に、強度要求部位以外の部位については熱間鍛造で加工し、強度要求部位については熱間鍛造後に局部的に圧延加工を施すことを特徴とする座屈強度の優れた高強度軽量部品の製造方法である。特にコンロッドの製造に適用した場合には、ウエブ部を薄く、抜き勾配のない形状とすることができ、熱間鍛造のみで製造した場合に比較して、座屈強度を大きく改善することができる。
(もっと読む)
21 - 24 / 24
[ Back to top ]