
国際特許分類[B21K1/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | ボールレース (51)
国際特許分類[B21K1/04]に分類される特許
1 - 10 / 51
軸受軌道輪の製造方法
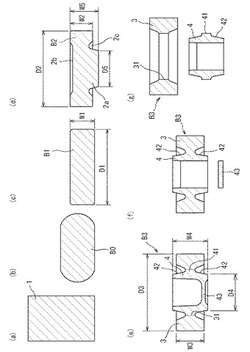
【課題】生産効率及び材料歩留まりを高めることができる軸受軌道輪の製造方法を提供する。
【解決手段】第1の円盤状素材B1に予備成形を施した後、筒状の外筒部3と有底筒状の内筒部4とを有する成形ブランクB3を鍛造によって成形する。この成形ブランクB3の内筒部4の底部43を、鍛造によって打ち抜いた後、当該ブランクの外筒部3の中央部と内筒部4の中央部との境界を、鍛造によって軸方向にせん断させて両者を分離させる。この分離された外筒部3及び内筒部4を所定寸法に旋削加工した後、冷間ローリング加工によって拡径する。その後、旋削により軸方向中央で二分割して、一組の外輪用素形材及び内輪用素形材を二組製造する。
(もっと読む)
車輪用軸受装置

【課題】強度・剛性を確保しつつ軽量・コンパクト化を図ると共に、低コスト化を図った車輪用軸受装置を提供する。
【解決手段】車輪取付フランジが環状の基部6dから放射状に突出して形成された複数の車輪取付アーム6からなり、この車輪取付アーム6の円周位置にハブボルト挿通孔6bが穿設されると共に、当該車輪取付アーム6がハブボルト挿通孔6bの近傍を除く部分を切欠いて、各ハブボルト挿通孔6bの形成部分と略同じ幅でもって形成され、車輪取付アーム6の両縁に沿ってインナー側に突出してリブ11が鍛造加工によって形成されている。
(もっと読む)
軸受外輪の製造方法
【課題】背面組み合わせ型の複列アンギュラ型玉軸受を構成する外輪3を、円柱状の素材10を塑性変形させる事により造る場合に、両外輪軌道2、2に、この素材10のうちで清浄度の高い中間部金属材料29を露出させられる製造方法を実現する。
【解決手段】上記素材10に、(A)→(B)の据え込み加工と、(C)→(D)の後方押出加工と、(D)→(E)の打ち抜き加工と、(E)→(F)のローリング加工と、仕上加工とを順次施す事により、上記外輪3とする。上記据え込み加工で造る第一中間素材11aの外径を、後方押出加工に使用するダイス13の内周面の内周面側大径部18の内径以下で内周面側小径部19の内径よりも大きくする。そして、上記後方押出加工で、上記第一中間素材11aの外径寄り部分を内周面側傾斜部20に全周に亙り引っ掛けた状態で、この第一中間素材11aをパンチ14の先端面により上記ダイス13の底部に向けて押し込む。
(もっと読む)
リング状素形材の製造方法
【課題】 外径面の旋削の代わりに外径サイジングし、歩留りの向上および生産性の向上を図って加工コストを低減する冷間鍛造前のリング状素材を冷間で加工する方法およびこの方法による冷間鍛造前のリング状素材によりベアリング素形材を得る方法を提供する。
【解決手段】 冷間鍛造用のリング状素材の端面と内径部を冷間鍛造で同時に圧下してアウターレースの冷間鍛造素形材に加工する方法において、アウターレースの冷間鍛造素形材に加工する冷間鍛造に先立ち、リング状素材の外径サイジングした後、内径面を旋削して冷間鍛造前のリング状素材に冷間によ加工し、この冷間鍛造前のリング状素材から鍛造ダイスと冷間鍛造前のリング状素材とのクリアランスを一定に保って、冷間鍛造によりベアリング素形材に加工することからなるリング状素材の加工方法。
(もっと読む)
冷間鍛造によるベアリング素形材の製造方法
【課題】 ベアリング外輪素形材の加工部位に生ずる疵と熱処理時の変形を抑制し、製品内部のファイバーフローを製品形状に沿って内部まで平行に形成する方法を提案する。
【解決手段】 冷間鍛造用の環状のダイ2に、鋼管を切断して形成の環状のリング状素材1を平行に装着し、リング状素材1の上下に上パンチ3および下パンチ4を配設して、これらでリング状素材1をしごき成形して、リング状素材1の内径よりも大きく外径よりも小さい径の基部3aと先端側の先細のテーパー部3bと先端の円形台部3dからなる上パンチ3並びに上下対称形状の、基部4aと先端側の先細のテーパー部4bと先端の円形台部4dからなる下パンチ4のそれぞれの間に装着したリング状素材1を上パンチ3および下パンチ4により冷間しごき成形して、ベアリング外輪素形材の内径面に沿ったファイバーフローを内部に平行に均一に形成したベアリング外輪素形材の製造方法。
(もっと読む)
外輪ラジアル圧縮成形装置およびベアリング製造方法
【課題】打ち抜き分離した外輪部材から小さな成形荷重で外輪の最小内径より内輪の最大外径の方が大きい外輪を成形することができる、外輪ラジアル圧縮成形装置およびベアリング製造方法を提供すること。
【解決手段】加圧面13a1〜13f1が所定間隔を空けて同一円周状に位置するように配置された複数の分割ダイス13a〜13fの間に、製造しようとするベアリングの外輪より径の大きい外輪部材W1をセットし、複数の分割ダイス13a〜13fを加圧空間13Aの中心方向に移動させることにより、外輪部材W1の外周部分から複数の分轄ダイス13a〜13fにより縮径するように圧力を加えて最終的に製造するベアリングの外輪とほぼ同じ径に縮める。
(もっと読む)
ベアリング内外輪分離装置およびベアリング製造方法
【課題】小さなプレス圧力で内外輪一体部材からベアリングの内輪部材と外輪部材とを分離することができるベアリング内外輪分離装置およびベアリング製造方法を提供する。
【解決手段】ベアリングの外輪の内径またはベアリングの内輪の外径とほぼ同じ径の抜き孔111が形成され、内外輪一体部材Wがセットされるダイス11と、ダイス11の抜き孔111の内径より小さい外径を有し、油圧シリンダによって上下動してダイス11の抜き孔111に挿抜され、内外輪一体部材Wからベアリングの内輪部材と外輪部材とを分離するパンチ12と、パンチ12が下降して、パンチ12がダイス11にセットされた内外輪一体部材Wに当り押圧している際、ダイス11の上面11aをパンチ12の軸心CLに対し傾斜した状態で、かつ、パンチ12の軸心CLを中心としてダイス11の上面11aの外周縁が順次上下動するように、ダイス11を揺動させる揺動機構部13と、を有する。
(もっと読む)
転がり軸受用軌道輪および転がり軸受
【課題】高精度かつ高強度の軌道輪を低コストに量産可能とする。
【解決手段】金属粉末を主成分とする原料粉末の圧粉体10を焼結することにより形成された金属焼結体10’からなる外輪1である。外輪1の内径面には転動体が転動する軌道面2が設けられており、この軌道面2を、凹凸のない円筒面に形成された金属焼結体10’の内径面に塑性加工を施すことで成形している。さらに、軌道面2の軸方向両側に設けられたシール溝3,3を、凹凸のない円筒面に形成された金属焼結体10’の内径面に加工を施すことで成形している。この外輪1は、相対密度が80%以上100%未満である。
(もっと読む)
ダブルボールベアリング用内・外輪の鍛造方法
【課題】ダブルボール型ベアリング用の内・外輪用部品を、丸鋼材から熱間鍛造だけで一貫して製造でき、歩留りの向上と製造コストや材料費の低減、省エネを図る。
【解決手段】鋼材製の短円柱状の素材1を、熱間鍛造機械で加圧して、一側端面の外周寄りに環状のテーパー状部6と短円筒状延出部5を形成し、次に該素材1の前後を反転した状態で加圧して、外周寄りに環状のテーパー状部11と平坦部11と短円筒状延出部10とを形成し、続いて上記環状平坦部11とテーパー状部12との境界線kで打ち抜くと同時に中央部に丸孔13を形成し、残った短円筒状部分を外輪用部品Aにすると共に、打ち抜いた部分を内輪用部品Bの中間部品1bとして、次に丸孔13周部をダイス側へ曲げと圧造加工を行って、短円筒状部18と、外周に環状の鍔部16と内周に環状テーパー状部17を形成して、1個の鍔付き内輪用部品Bとする。
(もっと読む)
ベアリングレースの製造方法
【課題】旧オーステナイト結晶粒度を11番以上とし、ベアリングレースの長寿命化を図ることができるようにする。
【解決手段】ベアリングレースの製造方法において、熱間圧延された軸受鋼を焼鈍して加工素材6とする素材製造工程1と、素材製造工程1で製造された加工素材6を冷間鍛造しリング素材7を成形する冷間鍛造工程2と、冷間鍛造工程2で成形されたリング素材7に冷間でリング圧延を施すことでベアリングレース素材を成形する冷間リング圧延工程4と、冷間リング圧延工程4で成形されたベアリングレース素材8に熱処理を施しベアリングレースを製造する熱処理工程5とを備えている。冷間鍛造工程2における加工度F1が0.5以上0.8以下となるように冷間鍛造を行う。
(もっと読む)
1 - 10 / 51
[ Back to top ]