
国際特許分類[B21K1/30]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | 車輪;ディスク (225) | 歯車をもつもの (155)
国際特許分類[B21K1/30]に分類される特許
1 - 10 / 155
耐ピッチング性に優れた歯車およびその製造方法
【課題】耐ピッチング性に優れた歯車およびその製造方法を提供する。
【解決手段】鍛造あるいは機械加工により歯車形状とした後、真空中で浸炭処理を行い、その後炉内で冷却後に焼入れする際、前記炉内での、浸炭後の炉内冷却から焼入れ前の加熱保持の間に、窒化処理を行い、前記焼入れ後に焼戻し処理される歯車であって、成分組成が質量%で、C:0.15〜0.35%、Si:0.70〜2.50%、Mn:0.20〜1.00%、Ni:0.01〜0.80%、Cr:0.10〜1.50%、Mo:0.01〜0.80%、Al:0.005〜0.200%、残部鉄および不可避不純物からなり、前記成分組成におけるSi、Crと前記窒化処理による表層最大侵入窒素量による焼戻し軟化抵抗パラメータHSiCrNが(1)式を満たす事を特徴とする耐ピッチング性に優れた歯車。
HSiCrN(=58Si+42×(Ns−Cr×14/52))≧80(1)、ここで、Si,Crは含有量(質量%)Ns:表層最大侵入窒素量(質量%)を示す。
(もっと読む)
歯車の製造方法
【課題】 より成形圧力が低減された冷間鍛造による歯車の製造方法を提供すること。
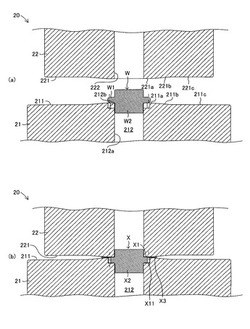
【解決手段】 外歯歯車Pの歯先円直径よりも大きい外径を有する大径部W1と大径部W1の径よりも小さい外径を有する小径部W2が形成された歯車素材Wを歯部成形ダイス21に載置し、歯部成形パンチ22で歯部成形ダイス21に載置された歯車素材Wの大径部W1を加圧して、大径部W1を歯型キャビティ部212bに押し込むことにより歯部X11を成形するとともに、加圧により流動する歯車素材Wの余剰部分が歯部成形パンチ22の型合わせ面221と歯部成形ダイス21の型合わせ面211との間の隙間を流れることによって歯部X11から径方向外方に延出するバリ部X3を形成する歯部成形工程と、バリ部X3を除去するバリ除去工程と、を含む、歯車の製造方法とすること。
(もっと読む)
軸外周面に複数の溝を形成する方法及び該方法によって形成された軸部材

【課題】軸外周に押し出し加工によりインボリュートスプラインなどの複数の溝を確実に形成し、商品価値の高い完成品を提供する。
【解決手段】ワークである中空軸7の中空部にパンチマンドレル3を嵌入しながら絞りダイス8内に押し込み、絞りテーパ部10で中空軸7に絞り加工を施しながら中空軸7の外周にインボリュートスプラインを形成する。インボリュートスプラインの形成が軸端外周部に絞りによって形成される余肉部に達したとき、押し込みを中止する。そして、インボリュートスプラインが形成されない余肉部を有する中空軸7を絞りダイス8内に残したまま、パンチマンドレル3を取り外し、次いで、先端加工部を備えたパンチピンを前進せしめて絞りダイス8内に進入させ、前記先端加工部により中空軸7の端部周面に形成された前記余肉部の内周部を押圧し、前記余肉部を内径側に寄せるとともに中空軸端までインボリュートスプラインを形成する。
(もっと読む)
鍛造プレス装置
【課題】外周面に歯形を形成する被加工品を製造する鍛造プレス装置において、歯形形成型に滞留したボンデカスを、鍛造プレス装置の運転中に自動的に除去する。
【解決手段】二次プレス部10は、マンドレル(主軸)16、静止した下型18及び上下動する上型14で構成されている。マンドレル16に嵌合され、マンドレル16と下型18との間に固定された一次加工後のワークW1に対し、上型14が下降して二次加工する。下型18の内側面に歯形形成型19が形成され、二次加工後のワークW2の外周面に歯形Tが形成される。マンドレル16の内部に空気導通孔22が形成され、マンドレル先端部16aの先端面にスリット状溝40が形成されている。圧縮空気c1が空気導通孔22及びスリット状溝40を経由し、先端部16aの外側に噴射され、歯形形成型19の底面19aに滞留したボンデカスを吹き飛ばす。
(もっと読む)
歯車の製作方法
【課題】歯車の歩留まりを高めつつも、歯車を低コストに製作する。
【解決手段】本発明に係る歯車の製作方法は、円盤状のベース部材2と、ベース部材2と別体に形成され、ベース部材2の外周に固定された複数の歯部材とを具備する歯車を製作する方法であって、ベース部材2の端面11,12の外周領域に設けた複数の軸方向穴5に素材10を挿入し、ベース部材2の端面11,12から軸方向に突出した素材10の一部を押し潰すことで、ベース部材2を素材10で挟持すると共に、隣接する素材10同士を円周方向で当接させ、素材10の外径側に膨出した部分17に歯面を成形することで歯部材を形成する。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
コンケーブテーパコニカル歯車
【課題】歯面が中凹であるとともに歯筋方向において歯厚断面が先細りになるようにテーパが施されるテーパリード状であり、かつ、歯筋方向における歯丈寸法を一定にすることによって、歯元近傍における曲げ疲労強度を向上させるようにしたコンケーブテーパコニカル歯車を提供することを目的とする。
【解決手段】斜交軸を介して噛合い、かつ、歯面の歯筋方向における歯底径およびMinor T.I.F.径が一定であることを特徴とするコンケーブテーパコニカル歯車である。
(もっと読む)
特殊欠歯を有する内スプライン歯車
【課題】内スプライン歯の歯根元における余肉又は傷等の欠陥を生じることなく、しかも後で機械加工による歯切りを必要としない長軸のスプライン部材を提供する。
【解決手段】正規歯21の周列に複数個所の欠歯22を設けた内スプライン歯車において、欠歯22と隣り合う正規歯21との間の断面を等肉形状にすることによって、鍛造肉流を均等に配分するようにした内スプライン歯車である。
(もっと読む)
内歯ヘリカルギア製造用マンドレル、内歯ヘリカルギア製造装置、及び、内歯ヘリカルギアの製造方法
【課題】内歯が形成されたギア部に隣接してストレート部が設けられた内歯ヘリカルギアを高精度、高歩留まりで製造できる内歯ヘリカルギア製造用マンドレル、並びに、これを用いた内歯ヘリカルギア製造装置及び内歯ヘリカルギア製造方法を提供する。
【解決手段】歯型が外周面に設けられた円板状のマンドレル部と、その上面側又は下面側に設けられスペーサ部14とを備えた内歯ヘリカルギア製造用マンドレル10aを円筒形の素材60aに挿入し、ダイス30及びパンチ40により素材60aを径方向に圧縮する。プレス後、マンドレル10aを抱き込んだ素材60aをダイス30内に残したまま、パンチ40のみを後退させる。次に、内歯ヘリカルギア製造用マンドレル10bを円筒形の素材60bに挿入した状態で、ダイス30及びパンチ40により素材60bを径方向に圧縮すると同時に、マンドレル10aを抱き込んだ素材60aをダイス30から押し出す。
(もっと読む)
フェイススプライン成形装置、フェイススプライン成形方法、外側継手部材、及び等速自在継手
【課題】カップ部の内径の変形抑制が可能であって、フェイススプラインを安定して成形することができるフェイススプライン成形装置及び成形方法を提供する。
【解決手段】フェイススプライン成形装置は、フェイススプライン28を成形するための歯部62を有するパンチ部材50と、カップ部7の開口端面51を受ける端面受面52とを有する受け台53と、カップ部7の底壁内面55を受ける内面受面56を有する軸部材57とを備える。開口端面51と底壁内面52とを同時受圧状態とする。この状態で、パンチ部材揺動運動を行って、底壁バック面26aにパンチ部材50の歯部62による塑性変形によってフェイススプライン28を成形する。
(もっと読む)
1 - 10 / 155
[ Back to top ]