
国際特許分類[B21K1/76]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | 先のグループの一つに列挙されない要素 (89)
国際特許分類[B21K1/76]に分類される特許
1 - 10 / 89
金属ボタンの成形方法
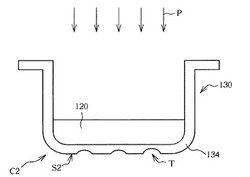
【課題】金属ボタンの成形方法を提供する。
【解決手段】金属ボタンの成形方法は、下記ステップを備える。まず、殻体用金属材料を提供する。そして、殻体用金属材料に対してスタンピングを行って、薄い殻体と、収容部と、複数の第1の丸い角と、を有するボタン殻体を形成する。それから、金属充填用ブランクをボタン殻体の収容部に設置する。その後、鍛造圧力で金属充填用ブランクを押してボタン殻体の収容部に填充に充填させることで、中が詰まっている金属ボタンを形成する。
(もっと読む)
プレス加工装置及び中空ラックバーの製造方法

【課題】中空鋼管に平坦部を形成するためにパンチで押し付けた場合であっても、異形に変形したり、型が割れる等の不具合を防止すること。
【解決手段】水平方向に開くとともに、前記中空鋼管が挟持される左右型31,32と、左右型31,32の上部に配置され、上方からの押圧力を前記左右型を閉める方向への押圧力に変換するテーパ面31b,32b及び41a,41bと、左右型31,32に挟持された中空ラックバー10の上部に平坦部11aを形成するパンチ43と、パンチ43を上下動させる押圧機構52と、押圧機構52と独立して上下動し、テーパ面31b,32b及び41a,41bを介して押圧する固定加圧機構51とを備えている。
(もっと読む)
ラック歯を一体形成した部品
【課題】金属板が硬く薄い材料であっても、金属板を曲げ加工して形成される2以上の形成面のうち端に位置する形成面において、剛性を確保しながら精度良くラック歯をプレス成形する。
【解決手段】折り曲げられて形成される少なくとも2以上の形成面41〜46が所定の機能を果たす金属板製部品の端に位置する形成面41,46のうち少なくとも一方に、プレス成形によりラック歯33が直線状に一体形成されており、該ラック歯がプレス成形される形成面46における金属板の縁端51bにラック歯33に沿って平板状のフランジ部35が設けられてラック歯33が形成されていることを特徴とするラック歯を一体形成した部品31。
(もっと読む)
中空ラックバー製造装置及び中空ラックバー製造方法
【課題】歯部として十分な歯幅や歯丈を確保しつつ、生産性を低下させずに中空ラックバーを製造すること。
【解決手段】歯型24を有し、両端が開口されるとともに歯型24によりラック4が形成される加工壁部5を有した鋼管1Aを保持する金型20と、鋼管1A内に圧入されることにより歯型24に接した加工壁部5を鋼管1Aの内側から外側に塑性流動させて歯型24に応じたラック4を形成させる芯金Mと、芯金Mを、金型20に保持された鋼管1A内部に圧入させる芯金駆動機構40と、歯型24に超音波振動を付与する超音波発生部60とを備えている。
(もっと読む)
芯金及び中空ラックバー
【課題】中空素材の歯形成面と反対側に位置する背面側のR形状の作りこみを歯成形と同時に行うととともに、短尺型であっても中空部内での倒れを防止して円滑な加工を行うこと。
【解決手段】パイプPの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11の軸方向に設けられ、金型側に配置される突起部21〜23とを備え、棒材11の突起部21〜23とは反対側に位置する背面部には、パイプPを外周面側から案内するための案内部材との摺動面に対応する範囲にわたって外周押圧面14が形成されている。
(もっと読む)
歯、歯部分等を有する精密打抜き部品の接触面積の割合を高めるための方法及び装置
【課題】材料を節約しながら薄板厚さを薄くし、かつ、経済的利点を保証すると同時に、精密打抜きされた部品の歯形状部の機能面の接触面積の割合を大幅に高めることと、部品の寸法精度をさらに改善すること。
【解決手段】a)ブランク7の歯2が挟持されないで、変形加工のためにアクセス可能のままであるように、挟持板とエゼクタとの間でブランク7をその平面FSDのところで挟持するステップと、b)すえ込みヘッド18によって力が平面FSDの方へ水平に歯2の中心部に向けられ、歯2がブランク7の初期厚さの30%まで対称に肉厚化されるように、ブランク7の材料と歯の形状に合わせたすえ込み力PSKを加えることによって歯2をすえ込むステップとを行う。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
硬質の被打ち込み部材用締結ピン及びその成形方法
【課題】打ち込み時に曲がりにくく、硬質の被打ち込み部材に対して有効に打ち込む。
【解決手段】拡径頭部1と、拡径頭部1の下方の大径軸部2aと、大径軸部2aの下方の中間軸部2bと、中間軸部2bから先端部8までの小径軸部2cとからなり、上記拡径頭部1の下面と大径軸部2aの上端との境界の首下部3にはアール部4を形成し、上記大径軸部2aには、首下部3と中間軸部2bとの間に形成されたテーパ部5により首下部3側が大径になるように設けられ、上記中間軸部2bは同径のストレート部であり、上記小径軸部2cの先端側は砲弾状に形成されていることを特徴とする。
(もっと読む)
ラックバーおよびその製造方法
【課題】自動車用のステアリング装置に使用されるラックバーにおいて、軽量化を図ると同時にピニオン歯の耐久強度を高める。
【解決手段】このラックバー6は、所定の基準円SCに対応する外径を有する円筒状のバー本体11と、ピッチ平面PPに沿って形成されたラック歯12とを備えている。ラック歯12の歯幅L1は、基準円SCがピッチ平面PPによって切り取られた弦の長さL2より広い。ラックバー6全体が中空状であるため、ラックバー6が軽くなる。ラックバー6と噛み合うピニオン軸の歯元応力が減少し、ピニオン歯の耐久強度が高まる。
(もっと読む)
座金の製造方法
【課題】機械特性が良好な座金を製造することができ、且つ、鍛造設備を長く使用可能な座金の製造方法を提供する。
【解決手段】線材4を所要の長さ寸法に切断してブランク41に成形する工程と、第1鍛造手段31によってブランク41よりも径が大きく肉厚が薄い粗成型ブランク42に成形する工程と、第2鍛造手段32によって、粗成型ブランク42よりも径が大きい原型座金43に成形する工程と、第3鍛造手段33によって原型座金43を打ち抜いて穴51開き製品座金5が製造する工程と、を有する。
(もっと読む)
1 - 10 / 89
[ Back to top ]