
国際特許分類[B22D11/055]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670) | 鋳型の冷却 (72)
国際特許分類[B22D11/055]に分類される特許
1 - 10 / 72
攪拌装置付き連続鋳造用鋳型装置
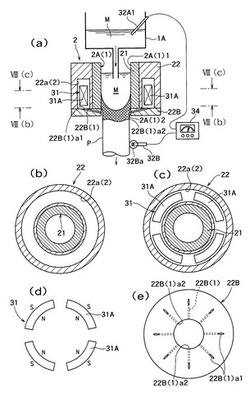
【課題】発熱量を抑えメンテナンスも容易で安価で実際上使いやすい攪拌装置付き連続鋳造用鋳型装置を提供する。
【解決手段】少なくとも鋳造空間内の液相状態にある溶湯M中に電流を流すことのできる第1電極32A1及び第2電極32Bを有する電極部と液相状態にある前記溶湯に磁場をかけるための永久磁石31Aを有する磁場発生装置31とを備え、前記磁場発生装置は鋳型2における磁場発生装置収納室22a(2)に収納されて中心方向に向かって横向きに磁力線を発生させ前記磁力線を前記鋳型の側壁の一部を貫通させて前記鋳造空間に至らせ、前記溶湯に前記電流と交差する横向きの磁力線を与え得るものとして構成されている攪拌装置とを備えるものとして構成される。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置

【課題】鋳肌の状態が良好なスラブを効率的に鋳造することができるようにする。
【解決手段】鋳型2内に溶湯12を注入するコールドハース3は、断面長方形状の鋳型2の長辺方向に対向するように配置された2つの注湯部3aを有している。この注湯部3aを介して、鋳型2の長辺方向の両端部から鋳型2内に溶湯12を注入する。
(もっと読む)
スパッタリングターゲット及びその製造方法
【課題】円筒形状のCu−Ga合金からなる高品質で量産が可能なスパッタリングターゲット及びその製造方法を提供する。
【解決手段】溶解容器5内のCuとGaを加熱手段で溶解して溶湯Mを形成し、前記溶解容器の底部に形成された円環状の開口7を開閉自在に覆うことができる引下部材6を所定の速度で引き下げることにより、前記開口を開放すると共に前記溶解容器内の前記溶湯を凝固させながら連続的に円筒形状のスパッタリングターゲットとなる凝固材を抜き出すに際して、前記溶解容器内の前記開口付近の前記溶湯を流動可能な半凝固状態とし、且つ前記溶解容器の前記開口から外部に出た直後に流動性のない凝固状態となるように、前記加熱手段によって温度制御を行う。
(もっと読む)
鋼の連続鋳造方法
【課題】縦割れ等の表面欠陥がなく、表面性状に優れた鋳片を安定して連続鋳造することが可能な方法を提供する。
【解決手段】水冷式の鋳型を振動装置によって昇降振動させながら鋼を連続鋳造する方法であって、前記鋳型に供給される冷却水の温度と、前記鋳型から排出された冷却水の温度をそれぞれ測定し、これらの温度の差から算出した鋳型による溶鋼からの抜熱量に応じて、前記鋳型の振動ストロークと振動周波数を設定し、モールドパウダーの流入量を制御することを特徴とする鋼の連続鋳造方法。前記振動装置として油圧シリンダーを備える油圧式振動装置を用い、湾曲型連続鋳造機において湾曲面の内側および外側に前記油圧シリンダーを設け、前記鋳型と前記油圧シリンダーを直接連結させ、それぞれの油圧シリンダーによる前記鋳型の振動ストロークおよび振動周波数を独立して制御し、前記鋳型を昇降振動させることが好ましい。
(もっと読む)
非晶質、超微結晶質、及び微結晶質金属スラブまたは他形状金属の鋳造のための低温・急速凝固・連続鋳造法及び装置
【課題】非晶質、超微結晶質、微結晶質及び微粒子から成る金属スラブあるいは他形状金属の鋳造に用いられるLRC法および装置を提供する。
【解決手段】作業室は−190℃、1バールに維持され、−190℃、1.877バールの液体窒素を冷却源として用いる。液体窒素は液体窒素エゼクタ5によって牽引バー7の表面上へ噴射量v及び噴射速度kで噴射される。噴射された液体窒素は断面cにおいて鋳造ブランクと接触する。この方法には超薄膜噴射技術が採用され、前記薄膜の厚さは2mm、液体窒素の噴射速度は30m/sとする。時間間隔△τの間に、種々冷却速度に対応して、連続鋳造速度uで作動する誘導牽引装置によって高温鋳造型4の取出し口から金属が長さ△m分引き出され、噴射された液体窒素の熱吸収及びガス化作用の下で、溶融金属は凝固し、さらに急速に冷却されて非晶質、超微結晶質、あるいは微結晶質金属構造を生成する。
(もっと読む)
金属溶製用溶解炉
【課題】ハースを有する電子ビーム溶解炉に係るものであり、特に鋳肌の優れたチタンインゴットを溶製することができるような金属製造用電子ビーム溶解炉に係る装置構成を提供する。
【解決手段】原料を溶解して生成された溶湯を保持するハースと、溶湯を装入する鋳型と、鋳型下方に設けられ冷却固化したインゴットを下方に引き抜く引き抜き治具とから構成された金属溶製用溶解炉であって、鋳型壁の頂部から底部に向かって単調に減少する温度分布を有し、前記温度分布の中に少なくとも1個以上の変曲点を有することを特徴とする。
(もっと読む)
鋳造装置及び方法
【課題】冷却速度を向上させた鋳造装置及び方法を提供する。
【解決手段】鋳造金属の溶融物を充填した鋳型21を、鋳造金属の溶融温度以上に加熱した加熱室から鋳型21を冷却する冷却室へ移動し、鋳造金属の溶融物を凝固、冷却して、鋳物Mcを鋳造する鋳造装置及び方法において、鋳型21の外周を金属のモールド23で囲うと共に、鋳型21とモールド23との間の隙間を充填材で埋め込んで介在層22を形成し、更に、モールド23に冷却流体Wを流す流路24を複数設けて、鋳造モールド20を構成した。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10の冷却部材12の溶鋼接触面23側に、溶鋼22の湯面位置を上位置P1とし、上位置P1から下方へ300mm以上を下位置P2とする膨出部24を設け、膨出部24の縦断面を上位置P1から下位置P2まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部L1〜L3のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置P1と下位置P2を結ぶ直線L4を底辺とする膨出部24の最大高さを0.2mm以上5mm以下の範囲内として、冷却部材12の幅方向に隣り合う締結手段群の間に形成された窪み部29と、冷却部材12に向けて突出して、その先端面が窪み部29の底面に当接する仕切り部31、32が設けられた支持部材13で導水溝18〜20を形成した。
(もっと読む)
銅鉄基合金鋳片の製造方法及びその製造装置
【課題】 本発明は、比較的大きなサイズの鋳塊に凝固させても、該鋳片の位置によっての鉄濃度の偏析が少ない銅鉄基合金鋳片が得られる銅鉄基合金鋳片の製造方法を提供することを目的としている。
【解決手段】 3〜50質量%の鉄及び97〜50未満質量%の銅と残り不可避的不純物からなる素材を混合、溶解、凝固させて銅鉄基合金の鋳片とする製造方法を新規に開発した。それは、溶解を2000Hz以上の高周波溶解炉で行ない、平断面積が該溶解炉の2倍以上のタンディッシュに出湯して1〜3分間保持した後、抜出し口を経て、電磁攪拌装置を備えた取鍋に注入し、該溶湯を攪拌しながら水冷鋳型へ注入すると共に、100〜150℃/minの冷却速度で急速凝固させるものである。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10の冷却部材12の溶鋼接触面21側に、溶鋼20の湯面位置を上位置P1とし、上位置から下方へ300mm以上を下位置P2とする膨出部22を設け、膨出部の縦断面を上位置から下位置まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置と下位置を結ぶ直線L4を底辺とする膨出部の最大高さhを0.2mm以上5mm以下の範囲内として、冷却部材の裏面側の上下方向に隣り合う締結手段15間の導水溝17〜19は幅広に形成され、締結手段の側方部分の導水溝17、19の平断面積を、上下方向の締結手段間の導水溝の平断面積の−20%〜+20%の範囲内とした。
(もっと読む)
1 - 10 / 72
[ Back to top ]