
国際特許分類[B22D11/128]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 鋳造型をその場所で引き続いて処理または加工するための付属具 (876) | 取出しのため (326)
国際特許分類[B22D11/128]に分類される特許
81 - 90 / 326
連続鋳造鋳片の製造方法及び連続鋳造設備

【課題】軽圧下ロールを備えた軽圧下ゾーンを有する連続鋳造設備において、二次冷却が全幅冷却、幅切り冷却のいずれであっても、その温度分布に応じて適切にかつ効率よく短辺部分を加熱して、軽圧下ロールの圧下力を増強することなく、軽圧下による中心偏析の低減を図る。
【解決手段】軽圧下ゾーン内の入口付近において、鋳片Hの両短辺外側にプラズマトーチTを1本以上配置し、電磁コイル34による交流磁場の下で、鋳片Hの短辺Sに対してプラズマアークPを照射する。プラズマトーチT1〜T3の出力を制御して、軽圧下ゾーンにおける鋳片の短辺部分の断面平均温度を制御する。
(もっと読む)
連続鋳造設備の鋳片圧下ロールスタンド

【課題】移動側ロール1本に対して伸縮手段1台で構成でき、ストランド間隔も小さく配置可能であって、多数の圧下量を容易に設定可能な連続鋳造設備の鋳片圧下ロールスタンドを提供する。
【解決手段】鋳片Wを圧下する圧下ロール4が、サイドフレーム2に両端を軸支された固定側ロール5と、昇降自在な昇降フレーム7に両端を軸支された移動側ロール6とからなり、トップフレーム3に昇降フレーム7の伸縮手段8が取り付けられ、この伸縮手段8のロッド8aが前記昇降フレーム7に連接されると共に、この昇降フレーム7の両側にトップフレーム3または張出状部材(以下、トップフレーム等)を貫通して圧下量調整ロッド9が設けられる一方、この圧下量調整ロッド9のトップフレーム3等より上側に、前記移動側ロール6の圧下量設定手段10が設けられ、前記圧下量設定手段10により前記伸縮手段8のロッド8aの昇降量を調節することによって、移動側ロール6の圧下量が可変に構成されてなる鋳片圧下ロールスタンド。
(もっと読む)
連続鋳造機の鋳片保持ロール
【課題】硫黄による腐食に対する耐性に優れ、従来品よりも使用寿命が長く、折損事故を生じにくい連続鋳造機の鋳片保持ロールを提供する。
【解決手段】連続鋳造機のモールド直下の垂直部に配置される鋳片保持ロールのロール本体の外周面に、非析出硬化型マルテンサイト系ステンレス鋼よりなる肉盛層を形成し、硫黄成分による亀裂発生を抑制した。非析出硬化型マルテンサイト系ステンレス鋼としては、Ni:1.5〜2.5%、Cr:15〜17%、Cu:0.6〜1.0%を含有する組成が好ましい。
(もっと読む)
連続鋳造設備の鋳片案内装置
【課題】ロール内部に冷却液通路を有して鋳片を案内するロールを備えた連続鋳造設備の鋳片案内装置において、リップシールを用いて前記冷却液通路から冷却液が外部に漏れることを長期間にわたって確実に防止すること。
【解決手段】内側に軸受64と軸受箱用冷却液通路65とを有し、軸受64によってロール50のロール軸部51を回転自在に支持する軸受箱60と、一方の端部部分が軸受箱60内に導かれ、かつ、前記冷却液通路53におけるロール軸部部分に挿入され、冷却液通路53に冷却液を流すための冷却液流通路体81と、冷却液が冷却液通路53と冷却液流通路体81との隙間を通って該冷却液通路53から漏れることを防止すべく冷却液通路53におけるロール軸部51部分の位置に複数個並べて設けられたリップシール91a,91bとを備え、各リップシール間に潤滑剤93が初期充填されている。軸受箱70側についても同一構成。
(もっと読む)
連続鋳造設備のロールセグメント
【課題】ロール配列管理が容易で、鋳片の割れや鋳片案内装置への損傷を生じることのない連続鋳造設備のロールセグメントを提供する。
【解決手段】鋳片Wの引き抜き方向に沿って複数段に分割配置され、前記鋳片Wを搬送する複数のサポートロール5を備えた連続鋳造設備のロールセグメント2において、これら各ロールセグメント2の鋳片引き抜き方向Fの任意の1箇所に、複数の係合手段6,6が夫々設けられる一方、これらの係合手段6,6に対応する夫々の位置に設置された基礎フレーム8に、鋳片引き抜き方向Fに直交する方向に位置規制する係止手段7,7が夫々設けられ、前記係合手段6,6が、鋳片引き抜き方向Fに直交する方向に前記ロールセグメント2を位置規制し得ると共に、各係合手段6,6が当該係合位置で回動自在に変位可能となる様に、対応する位置の基礎フレーム8に設けられた前記係止手段7,7に夫々接続されて、前記ロールセグメント2がこれらの係止手段7,7によって夫々支持かつ位置規制される。
(もっと読む)
連続鋳造設備用ローラおよびローラ装置
本発明は、二つの軸受ブロックと、前記軸受ブロックに支持されたローラを備え、ローラが軸対称のローラ外側部材を有し、ころ軸受がローラ外側部材内に配置されている連続鋳造設備用ローラおよびローラ装置に関する。  (もっと読む)
(もっと読む)
鋼の連続鋳造用ガイドロール
【課題】ロール表層冷却水による鋳片抜熱効果が十分に発揮できるようにする。
【解決手段】鋼の連続鋳造に用いる内部を水冷されたガイドロールである。該ガイドロールは、軸方向に沿って通水すべく横断面の中心部に設けられた1個の冷却孔2と、横断面の表層部における略同一円周上に、軸方向に沿って通水すべく均等に設けられた複数の冷却孔3を有する。表層部に設けられる複数個の冷却孔3は、ロール表面から50mm深さまでの範囲に設ける。これら冷却孔3には、一方側のロール軸端部から横断面の中心部に設けられた冷却孔2経て他方側のロール軸端部近傍から冷却水を導く。中心部の冷却孔2による熱伝達係数Hw1に対する表層部の複数の冷却孔3の熱伝達係数Hw2の比、Hw2/Hw1が1.0以上、3.0以下となるようにする。
【効果】高速鋳造時の冷却能向上とロールの寿命延長を図ることが可能になる。
(もっと読む)
鋼の連続鋳造方法
【課題】機端バルジングを効果的に防止する。
【解決手段】内部が水冷されたロールを用いて鋳片を案内する鋼の連続鋳造方法である。該ロールには、軸方向に沿って通水すべく横断面の中心部に設けられた1個の冷却孔に加えて、横断面の表層部における略同一円周上に、軸方向に沿って通水する複数の冷却孔を均等に設ける。これら表層部に設ける冷却孔は、ロール表面からロール半径の2/3深さまでの範囲に5個〜60個設け、かつ、これら冷却孔の総横断面積をロールの横断面積の10%以下となす。これら表層部と中心部の冷却孔を配置した該ロールによる鋳片からの抜熱量を0.25〜1.0(MW/m2)となる様にして鋳造する。
【効果】鋳片表面の品質欠陥の防止と鋳片の凝固促進による機端バルジング防止を両立することができる結果、鋳型内からの鋳片引抜き速度が速くなっても、品質良好な連続鋳造スラブを安定して製造することが可能になる。
(もっと読む)
連続鋳造設備の鋳片案内装置
【課題】鋳片案内装置において、ストレート型のノズルを用いて鋳片と案内ロールとを確実に冷却する。
【解決手段】本発明の鋳片案内装置1は、鋳片Sを挟み込んで長手方向に案内する案内ロール8と案内ロール8を内周面で支持するフレーム7と案内ロール8を冷却するロール冷却手段10と鋳片Sを冷却する鋳片冷却手段9とを備えている。冷却手段9、10は冷却剤を鋳片S又は案内ロール8に噴霧する複数のストレート型の冷却ノズル18、27とフレーム7の外周面に長手方向に沿って伸びる冷却剤供給管19、28とを備えていて、冷却ノズル18、27はその先端が鋳片Sの幅方向中央を向くように長手方向に並んでそれぞれ取り付けられ、冷却剤供給管19、28は鋳片Sの幅方向中央を挟んで一方側と他方側とに分かれて配備されている。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 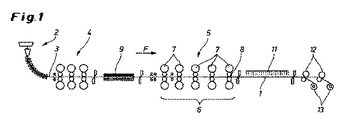 (もっと読む)
(もっと読む)
81 - 90 / 326
[ Back to top ]