
国際特許分類[B22D11/20]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980) | 鋳造片の取出しのためのもの (243)
国際特許分類[B22D11/20]に分類される特許
1 - 10 / 243
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋳片の鋳造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
連続鋳造鋳片の品質判定方法
【課題】ロールセグメント方式の連続鋳造機を用い、ロールセグメントに圧下勾配を設けて鋳片に圧下力を付与しながら連続鋳造する際に鋳片の中心偏析を判定する。
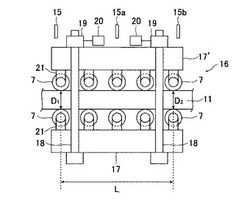
【解決手段】ロールセグメントの圧下勾配を0.3mm/m以上の任意の値に設定して鋳造を開始し、鋳造中に、ロールセグメントのフレーム17´の変位量を3つの距離計測センサー15によって測定し、測定したフレームの変位量に基づいてそれぞれの測定位置における基準位置からの変化量を求め、求めた変化量から、第1のセンサー15と第2のセンサー15aとの間の圧下勾配SL1-2、第1のセンサーと第3のセンサー15bとの間の圧下勾配SL1-3、第2のセンサーと第3のセンサーとの間の圧下勾配SL2-3を求め、圧下勾配SL2-3>圧下勾配SL1-3>圧下勾配SL1-2のときには、この状態で鋳造された鋳片を品質異常として通常運用から除外する。
(もっと読む)
連続鋳造鋳片の凝固完了位置検出方法及び連続鋳造鋳片の製造方法

【課題】 噴流探傷法を用いて、連続鋳造中の鋳片の凝固完了位置を検出する方法を提供する。
【解決手段】 本発明の凝固完了位置検出方法は、連続鋳造機1の鋳片支持ロール7のロール間に設置された水浸探蝕子15から送信される超音波を、該水浸探蝕子と鋳片表面との間に形成させた水柱を介して鋳造中の鋳片11に送信し、鋳片表面で反射する超音波を前記水柱を介して前記水浸探蝕子で受信し、送信から受信までの時間に基づいて水浸探蝕子と鋳片表面との間の距離を測定し、測定した距離の時間変化率の絶対値が30mm/s以上となる期間が存在するときは、前記水浸探蝕子で距離を測定される部位の鋳片の内部に未凝固層13が存在すると判定する。
(もっと読む)
円形断面鋳片の連続鋳造方法
【課題】センターポロシティやザク、引け巣の生成が抑制された内質が良好な鋳片を、円形大断面を有する鋳片であっても低い設備コストで安定して連続鋳造できる方法を提供する。
【解決手段】垂直型の連続鋳造機を用い、直径が300mm以上の横断面を有する鋳片を連続鋳造する方法であって、鋳造を完了した後、内部に未凝固部を有する鋳片を、鉛直方向に移動可能な圧下装置によって鋳片の下方から上方に向けて圧下する際に、圧下しない状態で引け巣が形成される鋳片トップ部以外の部分において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることを特徴とする円形断面鋳片の連続鋳造方法。鋳片トップ部において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることが好ましい。
(もっと読む)
連続鋳造装置及びその溶湯状態判断方法
【課題】ルツボ内の溶湯の状態を簡単に判断できる連続鋳造装置を提供する。
【解決手段】被溶解材料13が投入されるルツボ10と、被溶解材料13を投入する材料投入部63と、前記ルツボ10の外周に位置し、投入された被溶解材料13を加熱して溶湯14とする誘導加熱コイル18と、前記誘導加熱コイル18に電流を供給する溶解電源装置50と、前記溶湯14の一部が凝固して形成されたインゴットを下方に引き抜く底板昇降部Lと、前記ルツボ10内の溶湯14の表面位置を検知するために設けられた、前記誘導加熱コイル18への供給電流の周波数を検出する周波数検出部52と、周波数の検出値に基づいて鋳造の制御を行う制御部40とを備える連続鋳造装置である。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法及び装置を提供する事。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層は、その内部の固有の溶射力を受けてキャビティ軸線から相対的に周囲方向外方に迅速に膨張する。かかる層の相対的に周囲方向外方への膨張を鋳造面(62)で制限し、この鋳造面は、キャビティの軸線の回りに周囲方向外方へフレア状になっていて、各層中に生じる熱収縮力が溶射力と釣り合うことができるようになる。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造方法
【課題】スラブ鋳片の幅方向の中心偏析のバラツキを抑制する。
【解決手段】鋳型直下のロールスタンドからメニスカス距離が15mの位置に配置されたロールスタンドまでの第2区間に、鋳造方向に並設された複数のロールについて、鋳片幅方向位置において、ロールの全本数に対する、その幅方向位置に軸受箱が存在するロールの本数の比率を軸受箱率Rとし、0≦R≦0.2である前記第2区間の幅方向範囲における比水量をWA[L/kg-steel]とし、0.2<R≦1である前記第2区間の幅方向範囲における比水量をWB[L/kg-steel]とし、軸受箱率RをRBとすると、0.5≦WA≦1.5であって、下記(1)式を満たす。
1.21RB+0.76≦WB/WA≦2.61RB+1.16 ・・・(1)
(もっと読む)
部分圧下用ロールスタンドを用いたスラブの連続鋳造方法
【課題】鋳片の幅方向全体に亘って高品質なスラブを鋳造する。
【解決手段】スラブの連続鋳造において、第1区間で、ロールギャップ勾配Tpを0.5以上1.2以下としたロールスタンドにより鋳片を支持し、第1区間より下流側の第2区間において、鋳造初期領域で軸受箱率Rが20%を越えた幅方向範囲を部分圧下する。これにより、鋳造初期領域で軸受箱率Rが20%を越えた範囲に発生したポロシティp1,p2,p3,p4 を減少させる。ここで、第1区間とは、メニスカス距離M1 [m]が0.0011Vc ×(D/2)2 [m] より大きく、0.0013Vc ×(D/2)2 [m] より小さい領域である。また、第2区間とは、メニスカス距離M2 [m]が0.0016Vc ×(D/2)2[m]より小さい領域である。
(もっと読む)
1 - 10 / 243
[ Back to top ]