
国際特許分類[B22D46/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 単一のメイングループに包含される鋳造に限定されない制御,管理,例.安全のためのもの (216)
国際特許分類[B22D46/00]に分類される特許
21 - 30 / 216
鋼片切断計画作成装置及び鋼片切断計画作成方法
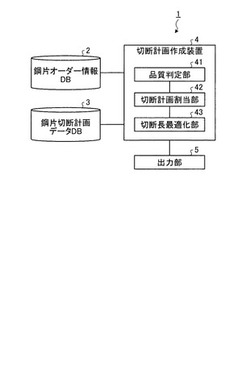
【課題】品質低下部位に要求品質が高い鋼片の切断計画が割り当てられることを抑制すること。
【解決手段】品質判定部41が、鋼片オーダー情報、鋼片の切断順序のデータ、及び品質低下部位の位置のデータに基づいて、品質低下部位の品質よりオーダー品質が高い鋼片の切断計画が品質低下部位に割り当てられているか否かを判別し、品質低下部位の品質よりオーダー品質が高い鋼片の切断計画が品質低下部位に割り当てられている場合、切断計画割当部42が、その鋼片の切断計画が品質低下部位外の領域に割り当てられるように鋼片の切断順序を変更し、切断長最適化部43が、切断計画割当部42によって変更された鋼片の切断順序に基づいて、鋼片の切断長とオーダー長との誤差が最小になるように鋼片の切断長を修正する。
(もっと読む)
鋳造品の検査方法

【課題】 高温状態にある鋳造品を迅速に検査することができる検査方法を提供する。
【解決手段】 鋳造品の検査方法であって、鋳造品を冷却するとともに、鋳造品表面において検査対象として定められた検査領域の温度低下量を検出する冷却ステップS8、S10を有していることを特徴とする検査方法。検出した温度低下量に基づいて、検査領域における欠陥の有無を特定することができる。また、この方法によれば、高温状態にある鋳造品を迅速に検査することができる。
(もっと読む)
金型設計装置、金型設計方法、金型設計システムおよび金型設計プログラム
【課題】金型の熱変形に起因するバリの発生を抑えることができる技術を提供する。
【解決手段】組み合わされる対となる金型の対向するPL面の鋳造時の変形に起因する隙間の発生を抑えるために、鋳造時に該当するPL面に働く面圧を算出し、この算出された面圧に基づいて、PL面を凹形形状に成形する。これにより、鋳造時にPL面が変形しても凹型形状が膨らむことで、PL面が凸型形状になることで生じる金型の合わせ面での隙間の発生を抑えることができる。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】溶鋼処理に引当てる溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、当該出鋼チャージについて二次精錬設備においてガス攪拌処理が必要であるか否かの情報と、各溶鋼鍋のガス攪拌処理回数の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力する。
(もっと読む)
連続鋳造鋳片の欠陥検出方法及び欠陥検出システム
【課題】連続鋳造された鋳片の表面欠陥をより正確に検出することが可能な連続鋳造鋳片の欠陥検出方法を提供する。
【解決手段】本発明の連続鋳造鋳片の欠陥検出方法は、連続鋳造された鋳片18の幅方向の両端から所定の長さを除いた範囲を鋳片18の中央部24,25a,25b,26として予め設定する設定工程と、連続鋳造された鋳片18の表面の幅方向の温度分布を測定する測定工程と、測定した温度分布に基づいて鋳片18の中央部24,25a,25b,26における最高表面温度と最低表面温度との差を算出する温度差算出工程と、算出した差が予め設定された閾値以上になるとき又は予め設定された前記閾値を超えるとき、鋳片18に欠陥が存在すると判断する判断工程と、を備える。
(もっと読む)
鋳造製品の強度保証方法
【課題】欠陥検査装置の能力アップを要することなく、鋳造製品に強度上問題となるサイズの内部欠陥が存在しないことを確実に保証することにより、従来よりも高い精度で、鋳造製品の強度を保証することができる鋳造製品の強度保証方法を提供する。
【解決手段】要求性能に基づき鋳造製品1の形状を設計する工程において、各部位に設定した最大サイズの内部欠陥が、欠陥検査装置により、全ての部位で検出可能になるまで、設計形状を変更し、前記鋳造製品に対する鋳造方案の設計を行う工程において、設計した鋳造方案により鋳造製品1の試作品を生成して、欠陥検査装置により、試作品の各部位において許容できる最大サイズを越えるサイズの内部欠陥があるか否かの判定をし、試作品を各部位において切断して、各部位における二次DASの傾きを求めて、該傾きが全ての部位において所定の閾値以上となるように鋳造方案を変更する。
(もっと読む)
鋳物の寸法修正方法
【課題】作業者のスキルによらず、短時間で寸法修正を行うことができ、更には、修正後の寸法が安定した鋳物の寸法修正方法を提供する。
【解決手段】鋳造されたセクターモールドのトレッドパターン形成面のタイヤ幅方向中央までの深さである寸法Pとセクターモールドのトレッドパターン形成面の幅である寸法Qとを測定するとともに、サンプルとなるセクターモールドを取り出して入力を与え寸法Pの変化量を測定して入力と寸法Pの変化量との関係と寸法Pと寸法Qとの関係とを求め、測定された寸法Pと寸法Q、入力と寸法Pの変化量との関係、及び、寸法Pと寸法Qとの関係とから、修正すべきセクターモールドに与える入力の大きさを設定し、この設定された入力を修正すべきセクターモールドに与えて変形させて寸法修正するようにした。
(もっと読む)
溶鋼温度管理方法、装置及びプログラム
【課題】製鋼工程における溶鋼温度降下の影響因子を定量的に評価できるようにする。
【解決手段】溶鋼温度管理装置200は、製鋼工程の所定の工程間での溶鋼温度降下量を目的変数とし、前記所定の工程の複数の操業因子を説明変数とする線形回帰モデルを考え、前記説明変数のデータを用いて前記説明変数間の相関の大小を判定し、相関の大きい説明変数のうち片方を逐次排除する説明変数排除部202と、説明変数排除部202で選別した説明変数の組み合わせを対象に、情報量規準AICが最小になる説明変数の組み合わせを最適組み合わせ候補として抽出する最適組み合わせ候補抽出部203と、最適組み合わせ候補抽出部203で抽出した最適組み合わせ候補を対象に、k分割クロス・バリデーションにより線形回帰モデルを決定する線形回帰モデル決定部204とを備える。
(もっと読む)
最適チャ−ジ編成装置及び最適チャージ編成方法
【課題】製造コストの最小化を図り、計算負荷を低減して自動化が可能な最適チャージ編成装置及びチャージ編成方法を提供する。
【解決手段】スラブのオーダー情報に基づいて、少なくとも転炉での製造単位であるチャージの成分及び出鋼先の連続鋳造装置のモールド形状を含むチャージ制約条件を満たし同一チャージで製造可能なスラブを抽出するスラブ抽出手段14と、該スラブ抽出手段で抽出したスラブを組み合わせたチャージ編成を、異なる組合せで複数組生成形成する暫定チャージ編成手段15と、該暫定チャージ編成手段で生成した複数組のチャージ編成のそれぞれについて、少なくともチャージ成分、重量、納期、脱ガス等の二次処理の要否に基づくコストを所定評価式に基づいて演算するコスト演算手段16と、該コスト演算手段で演算したコストの総和でなるチャージの評価基準が最小となる暫定チャージ編成を最適チャージ編成として決定するチャージ編成決定手段17とを備えている。
(もっと読む)
取鍋予熱装置
【課題】 工場内環境を悪化させることなく、かつ、加熱エネルギーの効率の点で真に優れた取鍋予熱装置を提供する。
【解決手段】 上部に溶湯の注ぎ口となる開口部を有する取鍋1と、開口部を塞いで取鍋1を密閉する密閉蓋2と、密閉蓋2を貫通して取鍋1に装入される陽極電極3と陰極電極4とを備え、陽極電極3と陰極電極4との間にアークを発生させて取鍋1の内部を加熱することを特徴とする。陽極電極3は電極駆動装置9により昇降し、アークの発生および消滅の制御が可能となっている。
(もっと読む)
21 - 30 / 216
[ Back to top ]