
国際特許分類[B22D46/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 単一のメイングループに包含される鋳造に限定されない制御,管理,例.安全のためのもの (216)
国際特許分類[B22D46/00]に分類される特許
71 - 80 / 216
成形装置用排出装置
本発明は排出装置に関し、特にプレス及びプレスツールや、さらに他の好適な用途のための排出装置に関する。排出装置は2つの駆動装置(24、33)を有する。これら2つの駆動装置は異なるストロークを有し、異なる力と速度で駆動される。第1の駆動装置は工作物を解放する働きをし、一方、第2の駆動装置は制御された形式で高速で工作物を型から排出する働きをする。  (もっと読む)
(もっと読む)
容器内表面の熱流束の推定方法、装置及びプログラム
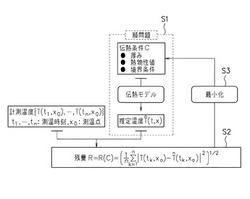
【課題】容器内表面の熱流束、更には高温液体の温度を高精度に推定できるようにする。
【解決手段】容器内に高温液体が注入されたときの容器内表面の熱流束を推定する際に、演算部102では、容器の過去の使用履歴データ及び容器外表面の測温データから、事前に知り得なかった容器の厚み、容器の熱物性値、及び容器内外表面における伝熱境界条件のうち少なくともいずれかの未知パラメータを推定し、その結果に対応する容器内表面の熱流束を推定する。前記未知パラメータを推定する際に、第1ステップとして該未知パラメータの値を仮定し、容器外表面の温度を伝熱モデルで算出して、第2のステップとして前記第1ステップで算出した容器外表面の温度と測温データとの残差を計算して、第3のステップとして前記第2ステップで計算した残差を最小にするように該未知パラメータを決定する。
(もっと読む)
出力値予測方法、該装置および該方法のプログラム

【課題】本発明は、予測値のばらつきに与える影響を要因について評価して予測値のばらつきを求め得る出力値予測方法、出力値予測装置および出力値予測プログラムを提供する。
【解決手段】本発明の出力値予測方法では、予測対象データX0と過去実績データ(X、y)との類似度wjおよび過去実績データ(X、y)に基づいて予測対象データX0の出力値yのばらつきを算出する際に、要因xiが所定の出力yにおけるばらつきの大きさに寄与する程度が第A重みaiとして要因xiについて算出され、この算出された第A重みaiを用いて、予測対象データX0と過去実績データ(X、y)との所定の距離djが算出され、そして、この算出された所定の距離djに基づいて類似度wjが算出される。
(もっと読む)
金型の熱解析方法、および金型の熱解析プログラム
【課題】各解析対象部位の熱伝達係数を容易に短時間でそれぞれ適切な値に設定して、精度よく金型の熱解析を行うことができる方法およびそのプログラムを提供する。
【解決手段】金型モデル1を準備し、この金型モデル1の冷却構造2の各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・をその内部を流通する冷却流体の流速に基づいて分類し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・の熱伝達係数をそれぞれ求め、各分類A、B、Cにおいて、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を流通する冷却流体の流速のうちで最も高い頻度の冷却流体の流速に対応する熱伝達係数を求めてこの熱伝達係数を高頻度特性対応熱伝達係数として設定し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を、それぞれ属する分類A、B、Cに設定された高頻度特性対応熱伝達係数を用いてCAEにより熱解析する。
(もっと読む)
凝固割れ予測方法、これを用いた鋳造方法、凝固割れ予測装置、及び凝固割れ予測プログラム
【課題】所望の合金成分からなるAl合金の鋳造品を縦型直接水冷方式にて半連続鋳造する際の凝固割れの難易を予測することのできる凝固割れ予測方法を提供する。
【解決手段】入力ステップS1と、(式1)に基づいた温度変化量ΔTiiの算出と、(式2)に基づいた差ΔRの算出とを行う第1算出ステップS2と、(式3)に基づいて、算出した差ΔR、算出した温度変化量ΔTii及び鋳造速度vの関係を算出する第2算出ステップS3と、算出した差ΔR、温度変化量ΔTii及び鋳造速度vの関係が下記(式3)を満たす場合に凝固割れし難いと予測する予測ステップS4と、出力ステップS5とを含む。
ΔTii=(TFsL−TFsH)×{(FsL−FsH)/0.2} ・・・(式1)
ΔR=[∂T/∂fs]fs=FsL−[∂T/∂fs]fs=FsH ・・・(式2)
ΔR/ΔTii<1020×ΔTii/v2 ・・・(式3)
(もっと読む)
鋳造品の割れ予測方法
【課題】鋳造品の割れ発生を適切に予測することができる鋳造品の割れ予測方法を提供する。
【解決手段】割れの原因である凝固時間のアンバランスを把握するべく、鋳造品1の第1、第2未凝固部位2a,2b間の途切れ部位4を含む長手状領域6に設定された第1〜第11測定部位k1〜k11における凝固時間を求め(ステップS4)、第1〜第11測定部位k1〜k11の測定部位凝固時間の差の最大値Δtがクライテリア(4s)未満であるか否かにより鋳造品1の割れの発生の危険性を判定する(ステップS5)。割れの原因である凝固時間のアンバランスを、複数の測定部位凝固時間の差から把握し、これにより、鋳造品の割れの発生を適切に予測できる。
(もっと読む)
製造プロセス装置における稼動状態の可視化方法、装置及びコンピュータプログラム
【課題】形状が変化する容器を有する製造プラント設備等に不均等な位置に配置された各計測器の計測データを用いて、表示画面に対象量の空間的分布状態を表示する。
【解決手段】寸法が可変な容器を有する製造プロセス装置において、容器の構成面に配設された複数の第1の計測器による第1の計測データ、及び第1の計測器の位置情報、並びに、容器の寸法の変化を測定する第2の計測器による第2の計測データに基づき、表示画面に表示された製造プロセス装置が有する容器の構成面に、第1の計測データの等値線を描画して可視化する方法及び装置であって、第2の計測器によって計測された第2の計測データである、時間の変化に伴って移動する製造プロセス装置が有する容器の構成面の位置情報に基づき、第1の計測器の、容器の構成面上の各配設地点の座標を計算することに特徴を有する。
(もっと読む)
鋳造品の処理装置
【課題】生産性を維持しつつ全数検査が可能な鋳造品の処理装置を提供することを課題とする。
【解決手段】中央に配置された1基のロボット18を囲うように、搬入コンベア11の出口部12と、曲がり検査機構30と、バリ研削機構15と、バケット16と、超音波検査機構40と、搬出コンベア17の入口部22とが配置されている。
【効果】バリ取り及び非破壊検査の前に曲がり検査を実施し、不良品を除外する。非破壊検査に供するバリ無し鋳造品の数は、減少する。数が少なくなれば全数検査が実施可能となる。また、1台のロボットで、曲がり検査機構、バリ研削機構及び超音波検査機構へこの順に鋳造品を運搬するため、機構の集約化が可能であると共に、全数検査が実施できる。
(もっと読む)
注文割り当て装置、方法、コンピュータプログラム及びコンピュータ読み取り可能な記憶媒体
【課題】 圧延能率とスラブ歩留とに関する条件を満足し、製銑・製鋼工程の操業制約を満足し、精整工程の作業負荷の平準化と出鋼期限日の遵守と同一キャスト内の異鋼種継目数の最小化とを実現する注文割り当て計画を立案する。
【解決手段】 圧延能率とスラブ歩留とに関する所定の条件を満足する鋳造厚の候補を割り当てた結果を注文情報に書き込み、その注文情報を基に、品種別、鋳造厚の候補別、出鋼期限日別に集計した注文重量を格納した注文マトリクスを作成し、キャスト毎の鋳造厚及び出鋼チャージ数と設備・操業に関する制約条件とのオペレーターによる入力を受け付け、キャスト毎に制約式を設定し、精整工程の作業負荷の平準化と出鋼期限日の遵守と同一キャスト内の異鋼種継目数の最小化とに関する評価関数を設定し、制約式を満足する範囲で評価関数を最小にして注文マトリクスに格納された注文の複数のキャストへの最適な割り当てを決定し、出力する。
(もっと読む)
表面温度測定装置用測定窓
【課題】金型鋳造設備の稼動中に、前記金型鋳造設備の操作側の安全ドアの外から、安全かつ簡便に、金型キャビティ表面の表面温度を測定可能とする手段を提供する。
【解決手段】金型を使用する金型鋳造設備において、オペレーターのいる操作側の安全ドアに、金型を開いたときに、パーティングライン上でなく、固定金型側および可動金型側の金型キャビティ表面の表面温度を、それぞれ測定可能な位置に配設された、少なくとも2箇所の表面温度測定装置用の測定窓であって、前記装置の先端部を前記測定窓に挿入するとき、前記装置の先端部を前記金型キャビティ表面に向けられるように、前記装置の先端部外寸より大きい寸法の開口部を有する表面温度測定装置用の測定窓を設ける。
(もっと読む)
71 - 80 / 216
[ Back to top ]