
国際特許分類[B22F3/105]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 成形または焼結方法に特徴がある金属質粉からの工作物または物品の製造;特にそのために適した装置 (4,516) | 焼結のみに特徴のあるもの (907) | 電流,レーザーまたはプラズマを利用することによるもの (186)
国際特許分類[B22F3/105]に分類される特許
61 - 70 / 186
粉末の識別方法
【課題】選択的レーザ焼結法のような層付加製造法において構築材料として使用できる粉末に標識付けすることを可能にする方法を提示すること。
【解決手段】粉末を少なくとも1種類の希土類金属の塩と混合する。この塩は可視スペクトル外の波長を有する光子または粒子放射線を照射した時に発光する特性を有するものであり、それによって層付加製造法によって製造した部品の製造者、製造地、または製造データを識別することができる。
(もっと読む)
三次元形状造形物の製造方法

【課題】固化層の剥離現象をできるだけ抑えた三次元形状造形物の製造方法を提供する。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物24の製造方法であって、粉末層または固化層が設けられる造形テーブルまたは造形プレートの主面に凹部が少なくとも1つ設けられており、製造される三次元形状造形物の底面と前記凹部とが相互に接することを特徴とする、三次元形状造形物の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形プレートを用いることのない三次元形状造形物の製造方法を提供すること。
【解決手段】(i)造形テーブル20上の粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行って三次元形状造形物を製造するに際して、造形テーブルに設けたピン70上において三次元形状造形物24を製造することを特徴とした製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、造形物の冷却等のため低密度造形部に流す流体の流量を安定させ、冷却等の効果を十分に得る。
【解決手段】三次元形状造形物の製造方法は、粉末層形成工程と、粉末層の所定の箇所に光ビームを照射して固化層22を形成する固化層形成工程とを備える。上記粉末層形成工程と固化層形成工程とを繰り返すことで固化層22が積層される。固化層形成時には、固化層22全体が高密度造形部22aに形成されてその層全体の金属粉末が固定される。その後、固化層22の所定の部分に小孔22bが開けられて低密度造形部22cが形成される。このため、従来のような、低密度造形部22cの金属粉末の高密度造形部22aへの流動は生じない。従って、低密度造形部22cの密度ばらつきを防げる。このため、上記製造方法により製造された造形物によれば、冷却等のため低密度造形部22cに流体を流したとき、流量が安定する。
(もっと読む)
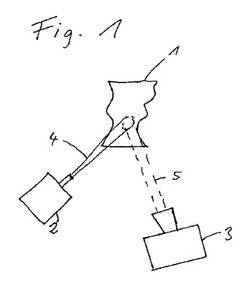
ナノ金属又は複合金属を含有する物体を製造する方法
全体又は選択された部分がアモルファス金属のマトリクス中に結晶性又はナノ結晶性金属粒子を有する複合体からなる三次元物体を製造する方法である。金属粉末層(4)は熱伝導ベース(1、13)に適用され、放射銃を用いて前記層の限定されたエリアが逐次的に融解され、融解されたエリアはアモルファス金属として凝固するように冷却される。放射銃は、前記層の一又は複数の限定されたエリアの融解との関連において、アモルファス金属のマトリクス中に結晶性又はナノ結晶性金属粒子を有する複合体が形成されるように規定された時間−温度曲線に従って融解エリアが冷却されるように調整される。前記方法は、所望の範囲の複合金属を含有する連続層が形成されるまで繰り返される。新たな粉末層(4)が適用されて前記方法が繰り返され、三次元物体の逐次的な構築のために、前記新たな層が下層に融合される。
別の方法としては、最初にアモルファス金属のみからなる層が形成され、引き続いて、前記層の限定されたエリアが放射銃を用いて加熱され、アモルファス金属がアモルファス金属のマトリクス中に結晶性又はナノ結晶性金属粒子を有する複合体に転換するように規定された時間−温度曲線に基づいて熱処理される。
(もっと読む)
三次元形状造形物の製造方法およびその製造装置
【課題】光ビームの照射精度の低下を防止した粉末焼結積層法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層に光ビームを照射して更なる固化層を形成する工程を繰り返して行うに際して、光ビームを走査するために用いるミラーに対してガスを供給することを特徴とする、三次元形状造形物の製造方法。
(もっと読む)
レーザ溶融積層造形によって製造される、航空機の構造部材のための支柱
本発明は、高強度構造部材(2)のための細長い支柱(20)に関する。支柱(20)は、支柱(20)が延びている長手方向に対して横方向に作用する曲げ力を吸収するように設計される。支柱(20)は、支柱(20)の細長い空洞部(28)を少なくとも部分的に内包する壁(26)を備えている。曲げ力の少なくとも一部を補強構造物(36;38)が吸収できるように、補強構造物(36;38)が、空洞部(28)の内部に、長手方向に延びている方向に対して横方向に設けられる。補強構造物(36;38)は、壁(26)と一体をなすように設計され、壁(26)および補強構造物(36;38)は、ともに、融解可能な物質を含有する。  (もっと読む)
(もっと読む)
三次元形状造形物の製造方法、その製造装置および三次元形状造形物
【課題】発生するヒュームの影響をできるだけ減じた粉末焼結積層法を提供すること。
【解決手段】(i)造形テーブルに設けた粉末層の所定箇所に光ビームを照射して粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程をチャンバー内において繰り返して行うに際して、チャンバー内の雰囲気ガスの少なくとも一部を造形タンクの通気経路を介してチャンバー内から排気することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、造形物の反りを抑えて高精度な造形物を作製し、かつコスト低減及び造形用プレートの交換作業等の作業効率向上を図る。
【解決手段】三次元形状造形物の製造方法は、粉末材料を供給して粉末層を形成する粉末層形成工程と、前記粉末層の所定の箇所に光ビームを照射して該粉末層を焼結又は溶融固化させ固化層を形成する固化層形成工程とを備える。粉末層形成工程と固化層形成工程とが繰り返されることにより固化層が積層一体化されて三次元形状造形物が造形される。固化層は造形用プレートの上面に一体形成される。造形用プレートの厚みは、造形物の水平断面積の最大値に応じて決定される。従って、造形時に造形物の水平断面積に応じて生じる反りを抑制して、高精度な造形物を作製することができ、かつコストの低減を図れる。また、造形用プレートを軽量化してその交換作業等の作業効率を向上できる。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、造形後の造形用プレートの返り、変形を小さくし、造形物が形状不良になる虞を少なくする。
【解決手段】三次元形状造形物の製造方法は、造形用プレート41に金属粉末2を供給して粉末層21を形成する粉末層形成工程と、粉末層21に光ビームLを照射して粉末層21を焼結又は溶融させ焼結層22を形成する焼結層形成工程と、造形時に造形用プレート41に発生する熱応力を予測して、造形後の造形用プレート41の変形量が小さくなるように、粉末層形成工程の前に予め造形用プレート41に応力を付与する応力付与工程と、を有する。造形時に造形用プレート41に発生する熱応力と、応力付与工程により造形用プレート41に付与する応力とが打ち消し合うので、造形後の造形用プレート41の返り、変形が小さくなり、造形物3が形状不良になる虞を少なくすることができる。
(もっと読む)
61 - 70 / 186
[ Back to top ]