
国際特許分類[B22F7/08]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 成形を行いまたは行わないで粉末を焼結することによって,金属質粉から成る複合層,複合工作物または複合物品の製造 (601) | 部分品からの複合工作物または複合物品の製造,例.付刃バイトの形成 (244) | 粉末から作られたものではない1つまたは2以上の部品をもつもの (136)
国際特許分類[B22F7/08]に分類される特許
1 - 10 / 136
チタン刃物材、チタン刃物及びその製造方法
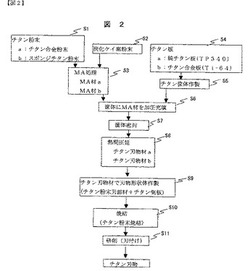
【課題】柔らかい食材は勿論硬い食材を切ることができ、切れ味が良く、切れ味が永く持続し、折れ難く、錆難い安価な刃物を実現する。
【解決手段】チタン粉末と炭化ケイ素粉末とを混合してMA処理したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を構成するチタン粉末刃物材(MA材)を焼結した後に研削することにより刃付けしたチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とする。
(もっと読む)
粉末圧延装置

【課題】粉末圧延装置において、予備圧下ロールと圧延ロールとの間に安定して粉末材料を供給する。
【解決手段】シート状の基材Xに対して粉末材料Yを圧着しつつ上記基材Xの圧延を行う一対の圧延ロールと、上記圧延ロールの周面に供給された上記粉末材料が上記基材に圧着される前に、上記粉末材料を上記圧延ロールの周面に対して押し付ける予備圧下ロールと、上記予備圧下ロールよりも前に上記粉末材料を上記圧延ロールの周面上にて分散させて均す分散手段とを備える。
(もっと読む)
軟磁性焼結材料
【課題】高い磁束密度を有し、さらに、焼結収縮量が高く、その結果、焼結部品において高い接合強度が得られ、小型部品にも適用可能な軟磁性焼結材料を提供する。
【解決手段】主たる成分としてのFeを80質量%以上含有する合金粉末に、粒径30μm以下のCo粉又はCo合金粉を添加した軟磁性焼結材料であって、Coの含有量が全質量に対して15質量%未満(0を含まない)であることを特徴とする。
(もっと読む)
粉末圧延装置
【課題】予備圧下ロールを有する粉末圧延装置において、圧延ロール同士の間に供給される粉末材の供給量をより高精度に調節する。
【解決手段】圧延ロール2によって粉末材料Yを基材Xに圧着していない状態(粉末圧延の実行前の状態)にて、圧延ロール2同士を離間する方向に付勢する付勢手段12を備える。
(もっと読む)
機能的に類別された組成調整粉末治金処理および熱間静水圧処理を利用した異種金属同士の接続のための無溶接装置の製造方法
【課題】異種金属間の接合における炭素拡散によるクリープ強度低下防止、熱膨張率差による応力の緩和の方法を提供する。
【解決手段】異種金属間の接続であって、接合部の逆形を複製するように設計されたモールド(成形型)を提供するステップと、低合金フェライト鋼組成物微粒化粉末をモールドの第1部分に導入するステップと、一連の微粒化粉末をモールドの第2部分に徐々に(段階的に)導入してフェライト鋼組成物とオーステナイトステンレス鋼組成物との間の移行領域を形成するステップと、オーステナイトステンレス鋼組成物微粒化粉末をモールドの第3部分に導入するステップとを含む。この方法は、高温、高圧の不活性ガス雰囲気中で微粒化粉末を固めて溶融させ、接合部を形成するステップをさらに含む。
(もっと読む)
焼結部品の製造方法
【課題】焼結時に発生する板状の焼結体の反りを簡単に且つ効果的に矯正することができる焼結部品の製造方法を提供する。
【解決手段】下部耐火板の上に、金属粉末を加圧成形して得られる板状の成形体を載置した状態で焼結処理を行う焼結部品の製造方法。前記下部耐火板は、開口部又は凹所を有しており、前記成形体は、前記下部耐火板の開口部又は凹所を覆うように当該下部耐火板上に載置される。焼結処理により下部耐火板側が凸になる反りが付与された焼結体を、凸面を有する第1パンチと、前記凸面に対応する凹面を有する第2パンチとでサイジング処理する工程を含んでいる。前記反りが付与された焼結体は、当該反りの凸の指す方向が、前記第1パンチの凸面の凸の指す方向と反対になるように、前記第1パンチと第2パンチとの間に配設されてサイジング処理される。
(もっと読む)
粉末圧延装置及び粉末圧延方法
【課題】粉末材料や予備圧下ロールに対して一時的に大きな荷重が作用することを抑止して予備圧下ロールにて形成された粉末層が不均一になることを抑制し、これによって基材に対して良好に粉末材料を付着させる。
【解決手段】予備圧下ロール8に掛かる荷重が予め定められた設定値となるように、予備圧下ロール8を圧延ロール2の周面に対して近接又は離間する方向に移動可能に支持する支持手段10を備える。
(もっと読む)
粉末圧延装置及び粉末圧延方法
【課題】基材のシート幅方向に作用する荷重が一方のロール軸端部に常に偏ることを防止しつつ、基材のシート幅方向の変位を抑制することによって、基材を変形させることなく粉末材料の無駄を抑制する。
【解決手段】前記基材の表面と直交する方向から見たときに、前記基材が前記圧延ロールの周方向に沿うように、前記基材の前記圧延ロール間への進入方向を調節する基材進入方向調節手段20と、圧延ロールの軸方向の端部に対して圧延ロール同士を近づける方向に掛ける荷重の大きさを制御することにより、圧延ロール間における基材の幅方向に対する変位を抑制する基材幅方向変位抑制手段30とを備える。
(もっと読む)
クラッド材製造装置及びクラッド材製造方法
【課題】クラッド材の製造工程を短縮して生産効率の向上を実現する。
【解決手段】クラッド材製造装置Aは、基材となる金属基板X2を連続鋳造法によって形成する連続鋳造装置1と、前記連続鋳造装置1にて形成された前記金属基板X2の片面或いは両面にロウ材として機能する粉末P1,P2を圧着させてクラッド材X4を形成する粉末圧延装置7とを備える。この連続鋳造装置1によって基材となる金属基板X2を当初から薄い板厚で形成することができるため、粉末圧延装置7において圧延を複数回繰り返すことなく所望の板厚のクラッド材X4を形成することができ、その結果、クラッド材X4の製造工程を短縮可能となる。
(もっと読む)
摩擦部材及び摩擦部材の製造方法
【課題】摩擦材とバックプレートとが強固に接合された摩擦部材及びその製造方法を提供する。
【解決手段】金属及びセラミックスを含む摩擦材10が金属製のバックプレート20に接合された摩擦部材1であって、摩擦材10とバックプレート20とは焼結により接合されており、摩擦材においてバックプレート側の端部近傍部11では、金属の濃度がバックプレートに向かって徐々に増加している。この摩擦部材1の製造方法は、金属粉末とセラミックス粉末とを所定の第一割合で混合した混合粉末、及び、金属粉末とセラミックス粉末との割合が第一割合とは異なる複数種類の混合粉末を、金属粉末の割合が漸次変化するように積層し、粉末積層体30を得る積層工程と、粉末積層体において金属粉末の割合が最も高い層をバックプレートと当接させた状態で、粉末積層体とバックプレートとを加圧しながら焼結させて接合する焼成工程とを具備する。
(もっと読む)
1 - 10 / 136
[ Back to top ]