
国際特許分類[B23B27/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | 輪郭切削工具,すなわち総形バイト (13)
国際特許分類[B23B27/06]に分類される特許
1 - 10 / 13
ねじ切り用切削工具
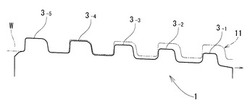
【課題】ねじ切り用切削工具を、切屑による加工面の傷付き防止のために、切屑の流れに方向性が付与されて切屑が工具軸方向に誘導されるものにすることを課題としている。
【解決手段】並列配置の複数の切れ刃3−1〜3−n(図のnは5)を備え、その複数の切れ刃でねじを段階的に切削してねじ山を生じさせるねじ切り用切削工具を改善の対象にして、その工具の仕上げ刃3−5を除く切れ刃の中の少なくともひとつを、工具の反送り方向側(送り方向側も可)に偏在させた。
(もっと読む)
シート面加工方法

【課題】穴加工と別の工作機器類で、被加工物回転、工具回転で、シート面を加工して、穴内径とシート面の同軸度精度を確保可能な、シート面加工方法を提供する。
【解決手段】穴あけ加工が施された被加工物Wの加工穴Hに装入して、被加工物Wの加工穴Hにシート面の加工を施すためのシート面加工工具1である。
シート面加工工具1は、加工穴Hに装入可能な外径の長尺部材で構成し、旋盤装置2における工具駆動部3にチャックする基端部1aと、中間部位にテーパ状のシャンク部1bと、被加工物(W)の加工穴Hに案内するガイド部1cと、先端側に、加工穴H底部にシート面加工を施すための切削刃部1dを備えた。
(もっと読む)
スローアウェイチップ
【課題】 環状の素形材に対して旋盤加工により平面と溝とを形成できる、耐久性に優れたスローアウェイチップを提供する。
【解決手段】スローアウェイチップ20は、素形材を旋盤加工によって切削する。スローアウェイチップ20は、ホルダに取付けられるベース部30と、ベース部30から突出するようベース部30と一体に設けられている切削部32とを備える。切削部32は、切削面形成部40と溝形成部42とを有している。切削面形成部40は、付根部50と、付根部50から突出している突出刃52と、張出部54とを有している。張出部54は、突出刃52と付根部50との境界部分に突出刃52および付根部50と一体に設けられる。突出刃52は、溝形成部42によって切削面に溝を形成する際に素形材の孔の中に位置するよう設けられている。
(もっと読む)
シール溝形成方法およびその方法を使用して形成したシール溝を有するディスクブレーキ
【課題】本発明は、シール溝を形成する際に特殊刃形状をした総形バイトを使用することにより、シール溝の寸法管理を容易に行なうことができるシール溝形成方法およびそれを使用してシール溝を形成したディスクブレーキを提供することを目的とする。
【解決手段】シリンダ内面にピストンシール溝を加工する方法であって、前記シール溝4は、少なくとも溝部の軸方向の前後の何れか一方に段差6を形成する刃5を有するシール溝部加工用の総型バイトで加工することを特徴とするシール溝部加工方法である。 また前記段差は略深さ0.2mm、長さ2mm程度であり、段差は平面、曲面のいずれかで形成されていることを特徴とするシール溝加工方法である。さらに、ディスクブレーキ用のシリンダ内に加工されるピストンシール溝を、前記に記載したシール溝加工方法により加工したことを特徴とするディスクブレーキである。
(もっと読む)
被覆チェザー
【課題】
本発明は優れた耐チッピング性と耐塑性変形性を有し工具寿命の長寿命化を達成できる被覆チェザーを提供する。
【解決手段】
超硬合金基材と超硬合金基材の表面に被覆された被膜とを備え、超硬合金基材はCoを4.5〜5.5重量%含有し、被膜は、超硬合金基材の表面に被覆されたTiNからなる平均膜厚0.2〜0.6μmの第1層と、第1層の表面に被覆されたTiCNからなる平均膜厚0.5〜1.5μmの第2層と、第2層の表面に被覆されたTiN、TiCO、TiCNO、TiAlCOおよびTiAlCNOの中の少なくとも1種からなる平均膜厚0.2〜0.5μmの第3層と、第3層の表面に被覆されたα型Al2O3からなる平均膜厚0.2〜1.0μmの第4層とから構成され、被膜の総膜厚の平均値は1.5〜2.5μmである被覆チェザー。
(もっと読む)
切削バイト
【課題】 被切削体への応力集中を抑制するとともに、被切削体の切削精度を向上させ、かつ、切削時間の低減が実現できる切削バイトを作製する。併せて、被切削体の切削にかかるオペレータの負担軽減を図る。
【解決手段】 金属製の基材表面にダイヤモンド砥粒、CBN(立方晶窒化硼素)砥粒等の超砥粒を被覆した切削部を有する切削バイトで、被切削体と接触する切削部の形状が所定角度の傾斜勾配を有している円錐台形状である切削バイトとした。
(もっと読む)
ダイヤモンド工具の加工方法及びダイヤモンド工具
【課題】所要複数個のV字状の刃先3を有するダイヤモンド工具1の生産性を効率良く向上させる。
【解決手段】まず、鉄系材料6(ダイヤモンド材料11に対して親和性のある転写型材料)の表面に切削工具5で所要複数個のV字状の刃先3に反転した状態で対応した所要複数個のV字状の溝8を所要の間隔8bで加工して転写型4の転写面7を形成すると共に、転写型4の転写面7にダイヤモンド材料11の被加工面12を所要の圧力にて押圧した状態で往復摺動させて摩擦熱を発生させることにより、摩擦熱にてダイヤモンド材料11の炭素を鉄系材料6(転写型4)に拡散減耗させ、次に、ダイヤモンド材料11の被加工面12を磨耗消失させて前記した転写型4(鉄系材料6)の転写面7のV字状溝8の形状を前記したダイヤモンド材料11の被加工面12に反転して転写することにより、ダイヤモンド工具1の刃先3をV字状に加工する。
(もっと読む)
金型の製造方法および光学素子の製造方法
【課題】微細な複数列の溝が精密に形成された金型の製造方法および光学素子の製造方法を提供する。
【解決手段】刃の掬い面から逃げ面側につき抜けた溝が逃げ面に形成され、且つ刃の先端の曲率半径が50nm〜5μmであるダイヤモンドバイトで、圧延方向に対して0度、45度、および90度方向でのランクフォード値r0、r45、およびr90の平均値rav(=(r0+2×r45+r90)/4)が0.6以上の金属または加工硬化指数が0.2〜1.0の金属からなるワークを切削することによって複数列の溝が形成された金型を得る。該金型を用いて透明樹脂成形体に前記複数列溝の形状を転写することによって、複数列の溝が形成された光学素子を得る。
(もっと読む)
シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法
【課題】穴加工と別の工作機器類で、被加工物回転、工具回転で、シート面を加工して、穴内径とシート面の同軸度精度を確保可能な、シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法を提供する。
【解決手段】穴あけ加工が施された被加工物Wの加工穴Hに装入して、被加工物Wの加工穴Hにシート面の加工を施すためのシート面加工工具1である。
シート面加工工具1は、加工穴Hに装入可能な外径の長尺部材で構成し、旋盤装置2における工具駆動部3にチャックする基端部1aと、中間部位にテーパ状のシャンク部1bと、被加工物(W)の加工穴Hに案内するガイド部1cと、先端側に、加工穴H底部にシート面加工を施すための切削刃部1dを備えた。
(もっと読む)
ダイヤモンド工具
【課題】 ダイヤモンドチップに切刃を形成したダイヤモンド工具で、R切刃や複雑な形状の切刃であっても容易に加工でき、微細な超精密加工工具の場合、高精度で切削抵抗も小さい切刃を有するダイヤモンド工具を提供する。
【解決手段】 先端が凸状のダイヤモンドチップを有し、前記凸状部分に切刃が形成されたダイヤモンド工具で、前記凸状部分は、すくい面と、曲面および/または平面の組合せられた面で構成され相対的に逃げ角の小さい第1の逃げ面と、複数の平面で構成される相対的に逃げ角の大きい第2の逃げ面とを有し、前記切刃は前記すくい面と前記第1の逃げ面との境界部に形成されるか、あるいはさらに前記すくい面と前記第2の逃げ面との境界部にも形成される。切刃が形成される周辺の面のPV値は、すくい面が3〜300nm、逃げ面が3〜2000nmとする。
(もっと読む)
1 - 10 / 13
[ Back to top ]