
国際特許分類[B23C5/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | フライスの形状に特徴があるもの (900) | 円板形のフライス (68)
国際特許分類[B23C5/08]に分類される特許
51 - 60 / 68
精密ロール旋盤
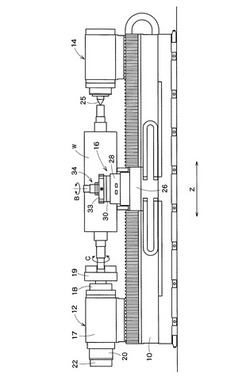
【課題】ロールの外周面に周方向の縦溝を高精度に加工できるだけでなく、長手方向の横溝についても高精度に加工することができるようにする。
【解決手段】ベッド10と、ベッド10上に設置され、ロール形状のワークの一端をチャックで保持しながら該ワークに回転を与えるとともに、ワークの円周方向の割出しを行う割出し軸(C軸)を有する主軸台12と、主軸台12に対向してベッド10上に配置され、ワークの一端を回転自在に支持する心押台14と、ワークの長手方向(Z軸)を移動可能にベッド上に設置されたサドル26と、ワークの長手方向と直角の方向(X軸)に移動可能に前記サドル上に設置されたテーブル28と、テーブル28上に設置され、割出し軸(B軸)を有する刃物旋回台30と、複数のバイト36が取り付けられ、刃物旋回台30上に設置された刃物台33と、刃物台33に設置されたフライカッタスピンドル装置34と、からロール旋盤が構成される。
(もっと読む)
ピンミラーカッタ及び刃先交換チップ

【課題】加工コストに占める工具費の低減やチップ交換の手間の削減を図るために、ピンミラーカッタにおける刃先交換チップの切れ刃の各部の寿命バランスを高める。
【解決手段】同一仕様の第1の刃先交換チップ1と第2の刃先交換チップ2をカッタ本体11に装着し、第1の刃先交換チップ1でクランクシャフトのピン部の外周とピンR部を、第2の刃先交換チップ2でクランクシャフトのショルダーR部をそれぞれ加工するようにしたピンミラーカッタに、上下面が方形をなす第3の刃先交換チップ3を付加し、この第3の刃先交換チップ3の各コーナ部に設けた不完全R切れ刃3eと第1の刃先交換チップ1の第1の切れ刃1cの2者によってクランクシャフトのピンR部の加工がなされるようにした。
(もっと読む)
刃先交換式メタルソー
【課題】クランプねじを締め込んでソー本体に設けた壁部を弾性変形させ、その壁部でチップ座に装着されたスローアウェイチップを押圧してクランプする刃先交換式メタルソーの加工性能の低下を防止するために、クランプねじの締め込みによるソー本体の幅方向への変形を起こり難くすることを課題としている。
【解決手段】クランプねじ11に設けられた切頭円錐形の楔部11aをクランプねじ取付孔4の楔孔4aに圧入して壁部7を弾性変形させ、その壁部7でチップ座3に装着されたスローアウェイチップ10をチップ座の主座面3aとの間に挟みつけてクランプする刃先交換式メタルソーにおいて、前記楔孔4aを、ソー周方向寸法よりもソー幅方向寸法が大となる形状の孔にし、楔部の圧入による押し広げ力が楔孔4aに対してソー幅方向には殆ど作用しない構造にした。
(もっと読む)
カッター
【課題】 特にβ―チタンや超弾性金属材を加工するための円盤カッターであって、ノコ歯が早期に切れ止むことなく効率よく切削加工が出来る、寿命の長い円盤カッターの提供。
【解決手段】 基盤1の外周には複数のノコ歯2,2・・を一定ピッチで設けると共にノコ歯間には滑らかな凹状曲面にて形成した歯底6,6・・を有し、そして該歯底6,6・・には両側へ傾斜した逃がし面7,7・・を形成している。
(もっと読む)
フライス工具用のスローアウェイチップ
本発明は、フライス工具用のスローアウェイチップに関する。さらに本発明は、特にクランク軸又はカム軸を加工するフライス工具に関する。特にクランク軸又はカム軸を機械加工する、低減された駆動電力消費で高い切削性能で滑らかに動くフライス工具を得るために、本発明によれば、使用されるスローアウェイチップ(1)が少なくとも片側において中心対称な刃先輪郭(4、4')を有することが提案され、上から見た場合、すくい面(2、2')が、支持面(3、3')に対して楔形基部又は窪み基部(21)が角度αを有する凹形の楔形状又は窪み形状を有し、角度αの開口側において、支持面又は側面(3、3')及びすくい面(2、2')によって形成される刃先(4、4')が丸みをつけられている。 (もっと読む)
切削工具
【課題】軸線回りに回転されて被削物を切削する際の振動の発生を抑制して高精度の加工を可能にした切削工具を提供する。
【解決手段】軸線O1方向先端1a側からの対向視に略円形を呈する工具本体1に切刃部を備え、軸線O1回りに回転させられつつ切刃部を被削物に切り込ませて被削物を切削する切削工具Aにおいて、工具本体1の外周側の軸線O1を中心とした同心円上に、かつ軸線O1を中心とした対称位置に、工具本体1の外面に開口しつつ凹む凹部8が形成されるとともに、この凹部8には、工具本体1と比重の異なる充填材11が充填されており、充填材11は、溶融した状態で凹部8に充填されて固化した状態で工具本体1と一体とされている。
(もっと読む)
チップソー
【課題】 切削時間を増加させることなく、また鋼材等のワークの切削面にバリが発生することを有効に防止しつつ、しかもチップの欠損等の発生を抑制してその寿命を長くする。
【解決手段】 略円板状台金2の外周に一定間隔をあけて三種類のチップ3A・3B・3Cがロウ付けされたチップソー1であって、チップの逃げ面4の幅方向中央位置に溝5Aが形成されたチップ3Aが一つ置きに取り付けられ、それぞれのチップ3A間には、逃げ面の幅方向中央より左右いずれか一側に寄った位置に溝5Bが形成されたチップ3Bと同他側寄り位置に溝5Cが形成されたチップ3Cとが交互に取り付けられており、ワークの切削時には切粉が常にニ分割される共に、チップ5A・5B・5Cのすくい面にかかる負荷が中央、左および右と分散されるようになされている。
(もっと読む)
突起形成方法及びそれに使用される回転刃物及び切削装置
【課題】薄板、厚板、ブロック材の表面を切削して、各種の突起を格子状に形成するための方法。
【解決手段】回転刃物11は、外周に切削刃16が形成された回転盤12又は先端に切削刃が形成された回転軸であって、回転刃物とワークを相対的に前後左右に移動させ、ワークに突起を格子状に形成するものである。切削装置は、ワークを固定する固定台と、前記回転刃物が装着された回転駆動体を備え、固定台と回転駆動体を相対的に前後左右方向に移動させ、多数本の格子状の溝とそれら格子状の溝に囲まれた多数の突起を形成可能としたものである。回転刃物による切削片の飛散を防止する飛散防止具を備えることもできる。
(もっと読む)
化学機械研磨パッドの製造方法
【課題】被研磨物も被研磨面におけるスクラッチの発生が十分に抑制され、かつ研磨速度に優れる化学機械研磨パッドの製造方法を提供する。
【解決手段】化学機械研磨パッド用組成物をパッド概形に成型する工程、上記パッド概形を、フライスカッターの円形テーブル上に装着する工程、フライスカッターにより第2溝を形成する工程、および第1溝群を形成する工程を含む工程群、または化学機械研磨パッド用組成物を、第2溝群の形状に契合する凸部を有する金型を用いて第2溝群を有するパッド概形を成型する工程、および第1溝群を形成する工程を含む工程群のいずれかの工程群からなる化学機械研磨パッドの製造方法。
(もっと読む)
回転切削刃物
【課題】高硬度の超硬合金チップを母材金属にろう付しながら、ろう付するときの温度変化で超硬合金チップにクラックが発生するのを効果的に阻止し、超硬合金チップを自体の寿命を長くする。
【解決手段】回転切削刃物は、回転軸を中心に回転される母材金属1の外周に、所定のピッチで複数の超硬合金チップ2をろう材層3を介してろう付けしている。このろう材層3は、母材金属1と超硬合金チップ2に接合される接合ろう材4の中間に、緩衝プレート5を配設するサンドイッチ構造としている。接合ろう材4は銀ろうで、緩衝プレート5は超硬合金チップ2よりも薄く、かつ超硬合金チップ2よりも低硬度の超硬合金からなる薄板としている。回転切削刃物は、接合ろう材4と緩衝プレート5とのサンドイッチ構造からなるろう材層3を介して、超硬合金チップ2を母材金属1にろう付している。
(もっと読む)
51 - 60 / 68
[ Back to top ]