
国際特許分類[B23C5/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | 形状よりも物理的性質に特徴のあるもの (1,456) | 取外しのできる切刃または切歯をもつもの (542) | 切刃または切歯の位置の固定 (236)
国際特許分類[B23C5/22]の下位に属する分類
調整自在なもの (59)
国際特許分類[B23C5/22]に分類される特許
1 - 10 / 177
切削工具用の交換可能なインサートシート部材
【課題】本発明は、工具本体と切削インサートとを備えた金属切削工具用の交換可能なインサートシート部材に関する。また、本発明は、交換可能なインサートシート部材を備えた金属切削工具に関する。
【解決手段】交換可能なインサートシート部材(6)は、工具本体(2)と切削インサート(3)との間に設けられ、工具本体(2)と切削インサート(3)とが直接接触しないように、所定の接触領域で工具本体(2)と切削インサート(3)とに接触し、交換可能なインサートシート部材(6)は粉体射出成形によって作られている。
(もっと読む)
切削インサート

【課題】切削インサートの提供。
【解決手段】多結晶ダイヤモンド材から形成された平刃を構成し、かつ表面にPCD相(23)から形成された前面(21)と、第二相基材(24)から形成された後面とを有する、工作機械用の切削インサート(20)であって、上記後面に、上記第二相基材(24)内に形成されたセレーション(25)を、好ましくは各切削端に対して略垂直に設けているインサートである。切削インサート(20)は、平面視で矩形であって、切削工具先端部に設けられる凹部に保持され、前記後面上のセレーションが、前記凹部の複数のセレーションと係合する。切削インサート(20)は前記凹部における第1の保持位置から90度回転して前記凹部に保持されることができるよう構成され、この場合にも前記後面上のセレーションが前記切削工具のセレーションと係合する。
(もっと読む)
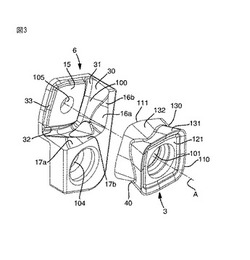
インデキサブル式ねじ切りフライス
【課題】インデキサブルチップをチップ取付凹所の一対の壁面に対して確実に当接させた状態で取り付けることができるとともに、ねじ加工時にもその当接状態が適切に維持されるようにする。
【解決手段】ボデー12に設けられたチップ取付溝20内にインデキサブルチップ14を挿入した状態で取付ねじ30、32をボデー12に螺合すれば、その取付ねじ30、32に設けられたテーパ形状の当接部34、44とテーパ凹部40、46との係合により、インデキサブルチップ14の背面14cがチップ取付溝20の溝側面20cに押圧されるだけでなく、それ等の当接部34、44とテーパ凹部40、46との偏心係合による楔作用で押圧荷重F1、F2がインデキサブルチップ14に加えられ、そのインデキサブルチップ14の底面14aおよびシャンク側端面14bがそれぞれチップ取付溝20の溝底面20aおよび溝端面20bに押圧される。
(もっと読む)
インデキサブル式ねじ切りフライス
【課題】ねじ切り刃が傾斜刃やねじれ刃の場合でもインデキサブルチップを確実にボデーに固定できるように、複数の取付ねじをボデーに対して適切に螺合できるようにする。
【解決手段】インデキサブルチップ14を貫通することなくチップ取付溝20よりも手前側でボデー12に螺合される非貫通型の取付ねじ30と、インデキサブルチップ14を貫通してチップ取付溝20を挟んで反対側でボデー12に螺合される貫通型の取付ねじ32と、を用いてインデキサブルチップ14がボデー12に固定される。このため、ねじ切り刃22がねじれ刃で且つ外径が23mm以下の小径のねじ切りフライス10においても、その一対の取付ねじ30、32をボデー12に対して適切に螺合できるようになり、それ等の取付ねじ30、32によりインデキサブルチップ14を確実にボデー12に固定できる。
(もっと読む)
クーラント供給を備えたフライスおよびフライスインサート
【課題】インサート−切り屑界面における潤滑の強化をもたらす。
【解決手段】切削インサート組立体(40)は、少なくとも2つの個別の切削部位(230、232)を有する切削インサート本体(190)を含む。切削インサート本体(190)は、ポケット部開口と同心に配置され、クーラントが通って流れるためのクーラント流入流路(202)を含む。切削インサート本体(190)は、少なくとも2つの個別の窪み(230、232)を含むすくい面(192)を有する。個別の窪みは、切削部位の1つに対応する。組立体(40)は、切削インサート本体(190)に隣接して配置される方向変換要素を含み、方向変換要素(250)は、クーラント流入流路(202)と同心に配置される収容開口を有し、クーラント流入流路からクーラントを収容する。
(もっと読む)
ヘッド着脱式切削工具
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
刃先交換式切削工具
【課題】円形インサートの微小な寸法ばらつきの有無に関係なく、円形インサートを着座面に高精度な取付けができるようにする。
【解決手段】インサート着座面3に、装着する円形インサート4の外周面13を拘束するために円弧形状をなす側壁面を備えた2つの座受け面部6、7を設ける。この2つの座受け面部6、7のそれぞれは間隔をおいて設けるとともに、円弧形状なす2つの側壁面は円弧形状の直径が異なる2つの側壁面6a、6bと7a、7bから構成する。そして、間隔をおいて対向する円弧形状をなす側壁面6aと7aの直径は装着する円形インサート4の内接円の直径と同一の径に設定し、他の円弧形状をなす側壁面6bと7bの直径は内接円の直径より大きくする。
(もっと読む)
刃先交換式ラジアスエンドミル
【課題】 金型等の仕上げ加工を高速、高能率、高精度に行うための刃先交換式ラジアスエンドミルを提供する。
【解決手段】 工具本体2の先端部3に第1のインサート12を固定する第1取付座4と、第2、第3のインサート13、14をそれぞれ固定する第2及び第3取付座を備えている。第1取付座4に装着される第1のインサート12を、第1の固定用ネジ9により固定する固定用ネジ穴8の向きは、第1取付座4となるインサート嵌合溝7が工具本体2の径方向に延びる向きと直交する方向に対して、工具本体2の回転方向とは逆方向に角度θ傾斜した方向に形成している。さらに、第1の固定用ネジ9を挿通させるために第1のインサート12に形成した傾斜ネジ挿通穴12jも角度θ傾斜させている。そして、第1取付座4に第1のインサート12を固定したときには、傾斜ネジ挿通穴12jの内周面部12kと第1の固定用ネジ9の外周面部9cとは角度θ傾斜した状態で密に係合するようにしている。
(もっと読む)
ヘッド交換式切削工具の製造方法、および該製造方法に用いられる連結部材
【課題】工具本体と連結部材とを接合する際の作業性向上を図るとともに工具本体と連結部材とを確実に同軸に接合する。
【解決手段】硬質材料よりなる工具本体1に形成された内周面に凹部を有する取付孔1Dに、この硬質材料よりも硬度が低い金属材料よりなる連結部材2の円筒状の取付部2Aを挿入し、この取付部2Aのうち取付部2Aがなす円筒の中心線C方向の一部を拡径部3として拡径するように塑性変形させ、拡径部3の外周面を取付孔1Dの内周面と密着させて凹部と係合させることにより、これら工具本体1と連結部材2とを接合するのに際し、連結部材2の取付部2Aのうち拡径部3を除いた残りの部分に、拡径部3よりも大径で取付孔1Dの内周面に摺接可能な外径を有する段部4を形成し、この段部4を摺接させて取付部1Aを取付孔1Dに挿入した上で拡径部3を塑性変形させる。
(もっと読む)
刃先交換式ラフィングエンドミル
【課題】凹部が形成された複数の切刃うち1つの切刃において欠損等により切刃の逃げ面部分に欠けや変形が生じたりしても、他の切刃を確実に使用することが可能な刃先交換式ラフィングエンドミルを提供する。
【解決手段】エンドミル本体1に形成されたインサート取付座4に、逃げ面13に形成された凹溝15がすくい面12に達することによって凹部16が形成された複数の切刃14を備えた切削インサート11が着脱可能に取り付けられており、切削インサート11は、凹溝15が、インサート取付座4の壁面4bに形成された凸部6に当接させられてインサート取付座4に取り付けられる。
(もっと読む)
1 - 10 / 177
[ Back to top ]