
国際特許分類[B23F19/05]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 歯を製造するために使用される工具とは別の工具による歯の仕上げ (112) | 歯のホーニング加工 (17)
国際特許分類[B23F19/05]に分類される特許
1 - 10 / 17
Y軸線を有する工作機械
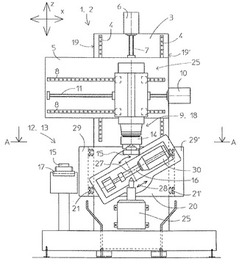
【課題】コンパクトな構造様式、および、改善された機械剛性を有する工作機械を提供する。
【解決手段】機械フレーム2に、モータスピンドル9が、面E」内において、2つの互いに垂直の方向(X、Z軸線方向)に移動可能に設けられており、更に上記工作機械が、下側のスライダー20を備えており、このスライダーが、1つの方向(Y軸線方向)内において、機械フレーム2の面「E」に対して垂直方向に移動可能であり、その際、スライダー20が、2つの、側方の支え柱29、29′を有していること、これら支え柱29、29′が、両方の側壁19、19′のそれぞれの側壁において、案内手段21、21′を介して案内されていること、および、このスライダー20の移動のために、少なくとも1つの駆動装置が設けられており、これら駆動装置が、両方の支え柱29、29′と、作用結合の状態にある。
(もっと読む)
歯車型被加工物の加工方法

【課題】歯車のシェービング加工やホーニング加工、あるいは歯車型加工具の再研磨加工において、加工具を被加工物に対してトラバースさせる場合であっても、歯面を高精度に加工する。
【解決手段】加工具20をトラバースさせながら切り込む際、加工具20と被加工物(歯車10)との噛み合わせ面における相対的なすべり速度ベクトルV、V’の大きさが一定となるように、加工具20のトラバース方向一方への移動速度(VT)とトラバース方向他方への移動速度(VT’)とを異ならせる。
(もっと読む)
歯車加工装置
【課題】クラウニング加工を行うことができ、かさ高にならず、しかも加工時の機械強度を維持することができる、歯車加工装置を提供する。
【解決手段】基台と、この基台上に配置され、被加工歯車と噛み合って加工を行う内歯車状の工具を有する工具ユニットと、基台上に配置され、被加工歯車を回転自在に支持し、工具ユニットに対して相対的に近接離間するワーク支持ユニットと、工具の回転中心を通過する第1軸線と直交する第2軸線周りに、当該工具を回転させる第1回転駆動機構と、を備えている。
(もっと読む)
内歯車の歯面仕上げ加工方法及び加工機
【課題】内歯車の仕上げ加工を、精度や効率が高く、加工時間の短縮を図れ、かつ工具歯車の寿命を長く保てる技術を、比較的安価な加工機で可能とする。
【解決手段】被加工内歯車2との間で歯面間に隙間を有して嵌合可能な雄型の歯車状台金表面に硬質砥粒を付着させた工具歯車1を用い、上記工具歯車1を被加工内歯車2の歯の間に挿入して、歯面の一方側が接触するように回転方向のトルクを付与し、その状態で上記工具歯車1と被加工内歯車2との間で軸方向の往復動を与えながら、被加工内歯車2の歯面を仕上げ加工を行う。また上記往復動を微小往復動とする。或いはそれに加えて、上記工具歯車1と被加工内歯車2の軸方向位置を変動させながら歯面仕上げ加工を行う。
(もっと読む)
ワークの仕上げ加工方法
【課題】取り代のばらつきを抑えて、高精度で安定した仕上げ加工を低コストに実施する。
【解決手段】ワークの外形を、NC加工で所定の寸法公差内に仕上げるワークの仕上げ加工方法において、仕上げ加工後のワークに要求される外形の寸法公差を複数の微小寸法幅領域に区分し、該区分した微小寸法幅領域ごとに仕上げ加工による外形の狙い寸法候補を設定する狙い寸法候補設定工程と、仕上げ加工前に、ワークの外形寸法を測定する外形寸法測定工程と、外形寸法測定工程で取得した外形寸法の測定値に基づいて、区分した微小寸法幅領域ごとに設定された複数の狙い寸法候補の中から最適な狙い寸法を選択する狙い寸法選択工程とを含むワークの仕上げ加工方法。
(もっと読む)
歯車加工装置
【課題】被加工歯車の種類に応じて、カッターと被加工歯車との間の面圧をコントロールすることができ、加工精度の向上、及び加工時間の短縮を可能とする歯車加工装置を提供する。
【解決手段】基台上に設置された固定具3に、被加工歯車Wの回転中心と同心配置されるように回転可能に支持して被加工歯車と一体回転可能な一対の軸部材33,53と、回転可能に支持され、被加工歯車を加工する歯車形状のカッター6と、カッターを回転駆動する第1の駆動源と、軸部材の少なくとも一方を回転駆動する第2の駆動源36と、第2の駆動源の駆動を制御する制御手段と、を備え、カッターを被加工歯車に噛み合わせながら回転することで、被加工歯車を連れ回りさせ、制御手段は、カッターを所定のトルクで回転させる際に、被加工歯車の回転に必要なトルクに応じて、第2の駆動源を制御し、軸部材の少なくとも一方に正または負のトルクを付与する。
(もっと読む)
内歯車加工方法及び内歯車加工機
【課題】樽形ねじ状砥石を用いて内歯車の歯形研削加工を実施する際に歯形形状誤差を補正して、高精度な歯形研削加工を実現することができる内歯車加工方法及び内歯車加工機を提供する。
【解決手段】内歯車研削盤(内歯車加工機)の歯形形状誤差補正手段として機能するNC装置31は、計測されたワークW(内歯車)の歯面における圧力角誤差ΔfaL,ΔfaRは、ラジアル方向位置と砥石横方向位置と砥石旋回角とヘリカル運動とを補正することにより、減少させ、計測されたワークWの歯面における歯すじ誤差ΔLは、ヘリカル運動を補正することにより、減少させ、計測されたワークWの歯面における歯厚誤差Δthは、ラジアル方向位置と砥石横方向位置とヘリカル運動とを補正することにより、減少させる構成とする。
(もっと読む)
電着内歯車型砥石の取付機構
【課題】電着内歯車型砥石を研削装置の駆動部に、振れ調整に熟練などを要することなく短時間で正確に取付可能とする。
【解決手段】電着内歯車型砥石4の台金11は、駆動部3の回転軸線方向の一方の側から駆動部3に備えられた円環状のアダプタ21の内周部に外周部を嵌合させるように挿入されて、回転軸線方向の他方の側に押圧されることにより取り付けられ、台金11外周部とアダプタ21内周部との一方には径方向に突出する複数の凸部16が周方向に間隔をあけて形成され、他方には凸部16をそれぞれ収容する凹部26が形成され、これらの凹凸部16、26のアダプタ21周方向における一方の側の側面同士は台金11を回転軸線方向の他方の側に押圧したときに互いに当接する方向に傾斜する傾斜側面16A、26Bとされ、他方の側の側面同士は回転軸線に平行に延びる平行側面16A、26Aとされる。
(もっと読む)
焼結歯車
【課題】焼結歯車の機械的耐負荷能力を改善すること。
【解決手段】歯(2)を有する焼結歯車(1)において、歯の間にそれぞれ1つの歯基部(5)が形成されている形式を採用し、また、歯基部(5)は熱機械的に後加工された表面を有しており、表面の表面粗さは、下限0.2μm及び上限2.0μmの範囲から選択される、DIN EN ISO 4287に従って測定された算術平均粗さ値Raを有するように構成する。
(もっと読む)
ギヤホーニング加工方法及び装置
【課題】 ギヤホーニングを能率的に且つ高精度に行い、ドレスインターバル個数を増大させる。
【解決手段】 この発明はギヤホーニング加工において、
a.ギヤホーニング加工時の被削歯車の加工面のすべり速度を6〜30m/secにする こと、
b.ギヤホーニング加工時の被削歯車の回転速度を8000〜30000rpmにするこ と、
c.ギヤホーニング加工時のギヤホーニング砥石の回転速度を2500〜15000rp mにすること、
の条件のいずれか1の条件又は2以上の条件を充たすものである。
上記すべり速度は9〜30m/sec、被削歯車の回転速度は10000〜30000rpm、ギヤホーニング砥石の回転速度を3000〜15000rpmにすることが望ましい。
(もっと読む)
1 - 10 / 17
[ Back to top ]