
国際特許分類[B23F23/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 歯切盤と結合されるかまたは組み込まれる付属品または装置,または歯切盤の一部を形成するために特に考案された付属品または装置 (119) | 其の他の装置,例.工具ホルダ;歯切り装置中での工作物を制御するための検査装置 (60)
国際特許分類[B23F23/12]に分類される特許
1 - 10 / 60
歯面加工装置及び歯車製造方法
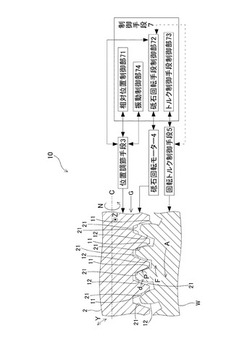
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
駆動部間の結合が自由に定められる機械を制御する方法

【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
歯車加工装置
【課題】工具の回転位置の検出精度を向上し、これにより加工精度を高くすることが可能な歯車加工装置を提供する。
【解決手段】被加工歯車を加工する環状の工具ユニットと、被加工歯車を回転自在に支持し、工具ユニットに相対的に近接離間するワーク支持ユニットと、を備え、工具ユニットは、ハウジング21と、ハウジング21の内周側に回転自在に配置される環状の支持体5と、支持体5の内周側に取り付けられ、被加工歯車に噛合する内歯車形状の工具6と、ハウジング21の内周側に取り付けられた環状のステータ部81、及び支持体5の外周に取り付けられ、ステータ81と対向配置されるロータ部82を有し、支持体5をハウジング21に対して回転させる駆動手段と、ハウジング21に取り付けられ、支持体5の回転角度位置を検出する検出手段と、を備えている。
(もっと読む)
歯車加工装置
【課題】クラウニング加工を行うことができ、かさ高にならず、しかも加工時の機械強度を維持することができる、歯車加工装置を提供する。
【解決手段】基台と、この基台上に配置され、被加工歯車と噛み合って加工を行う内歯車状の工具を有する工具ユニットと、基台上に配置され、被加工歯車を回転自在に支持し、工具ユニットに対して相対的に近接離間するワーク支持ユニットと、工具の回転中心を通過する第1軸線と直交する第2軸線周りに、当該工具を回転させる第1回転駆動機構と、を備えている。
(もっと読む)
歯車加工装置及び歯車加工条件設定装置
【課題】ホブ盤において、好適な加工条件を容易に得ることができるようにする。
【解決手段】この歯車加工条件設定装置は、送り量決定パラメータと切削速度決定パラメータとを受け付ける。記憶部11には、送り量及び送り量決定パラメータから決まる特性値と切込み量との関係を示す切込み量演算式が格納されており、この切込み量演算式を用いて、切込み量に対応するホブ1の送り量が演算される。また、記憶部11には、ホブ1の刃先温度を所定温度にした場合の切込み量と切削速度との関係を示す温度一定曲線のデータが格納されており、このデータにより、温度一定曲線を参照して切込み量及び切削速度決定パラメータから切削速度が求められる。
(もっと読む)
歯車研削盤
【課題】吐出する研削油を低減できる歯車研削盤を提供する。
【解決手段】歯車研削盤は、歯車となるワークを研削する砥石と、砥石を回転駆動する研削スピンドルと、ワークを載置するワークテーブルと、ワークの研削中に、研削油を吐出するクーラントパイプと、を含み、クーラントパイプの先端が研削中の砥石及びワークに向けて配置され、先端の幅又は研削油を吐出する研削油吐出口の幅は、ワークの中心軸を通るワーク幅よりも狭い。
(もっと読む)
ストローク数算出装置、加工システム、及びストローク数算出方法
【課題】被加工物や加工目的に応じて最適なストローク数を簡易に求めることを目的とする。
【解決手段】ストローク数算出装置54は、切削条件及びワーク諸元に基づいて、切削負荷を算出し、切削負荷に基づいた実効トルクと揺動回転モータの定格トルクが同程度となる主軸のストローク数S1、及び切削負荷に基づいた最大負荷トルクと揺動回転モータの最大トルクが同程度となる主軸のストローク数S2を算出し、ストローク数S1及びストローク数S2のうち、より小さい値を主軸のストローク数として決定する。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
工作機械
【課題】ワークの歯部を再加工する際に、ホブとワークの位相ずれが生じるのを確実に防止することができる工作機械の提供する。
【解決手段】工作機械1は、駆動モータ21,27、ホブH及びワークWの各回転位置がそれぞれの回転原点と一致した状態で当該駆動モータ21,27を停止させる位置合せを行なった後、ワークを再加工する。このために、駆動制御部33は、駆動モータ21とホブHとの回転速度比、及び/又は駆動モータ27とワークWとの回転速度比と、駆動モータ21,27の回転位置が回転原点にあることを検出する検出センサ28,29から得られる検出信号とを基に、駆動モータ21,27の回転位置とホブH及びワークWの回転位置とがそれぞれその回転原点と一致するときの検出信号を認識し、駆動モータ21,27、ホブH及びワークWの回転位置がそれぞれその回転原点と一致するように駆動モータ21,27を停止させる。
(もっと読む)
工作機械の切削加工評価装置及び方法
【課題】工具の消費電力と工具にかかる瞬間的な負荷の両方を考慮した上で、精度よく工作機械の加工条件又は加工品の加工状態の評価を行うことができる工作機械の切削加工評価装置及び方法を提供する。
【解決手段】電動回転工具11に取り付けられたブレードにより被切削物を断続切削する工作機械の切削加工評価装置2において、回転工具の主軸モータ12の消費電力を検出する電力検出手段21と、電力検出手段で検出された消費電力を記憶する記憶手段22と、記憶手段に記憶された消費電力に基づいて工作機械1の切削条件又は切削加工物の加工状態を評価する演算手段23とを備え、演算手段は、一のブレードが切削部位に入って抜けるまでの1パスの電力波形を消費電力から抽出する電力波形抽出部24と、電力波形の総面積と、電力波形を時系列で分割し、各分割領域ごとに算出された分割面積の分散値とに基づいて評価を行う評価演算部25とを有する。
(もっと読む)
1 - 10 / 60
[ Back to top ]