
国際特許分類[B23H7/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工および電解加工に共に適用できる方法または装置 (579) | ワイヤーカット加工 (340) | ワイヤー電極 (125) | ワイヤー電極の支持,巻き取りまたは通電 (86)
国際特許分類[B23H7/10]に分類される特許
1 - 10 / 86
ワイヤ放電加工機
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ワイヤ電極切断装置
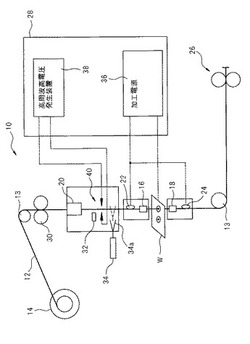
【課題】切断したワイヤ電極の先端が尖頭形状となり、かつ、癖を付けずに剛性を保ちながらワイヤ電極を切断すること。
【解決手段】ワイヤ放電加工機のワイヤ電極切断装置40が、ワイヤ電極12を挟み非接触状態で対向配置され、互いの対向部が針状に形成された一対の切断電極と、切断電極間にワイヤ電極を切断するアーク放電を発生させる電圧発生手段38と、電圧発生手段に電圧を印加するとき、ワイヤ電極に張力を付与するように、ワイヤ電極走行装置26、30を制御する制御手段28とを具備する。
(もっと読む)
ワイヤ放電加工装置

【課題】給電子に通水を供給しつつ、必要な動力を抑えることで省エネルギー化と装置の小型化を図ることのできるワイヤ放電加工装置を得ること。
【解決手段】ワイヤ放電加工装置は、放電加工のための電力をワイヤ電極に供給する給電子を備えたワイヤ放電加工装置において、給電子を保持して、給電子をワイヤ電極に押し付ける位置とワイヤ電極から退避させる位置とに移動が可能とされた給電子ブロック19と、給電子ブロックを移動可能に保持するワイヤガイド上部ブロック18と、給電子ブロックの上方に配置され、給電子ブロックの移動中における位置が固定された配管ブロック20と、を備え、配管ブロックには冷却液を供給する配管が接続される接続部20aが設けられ、配管ブロックに供給された冷却液は、給電子ブロックに流れ落ちてワイヤ電極と給電子との接触部に供給される。
(もっと読む)
ワイヤ放電加工装置
【課題】加工可能となる状態に至るまでに要する時間の増大を抑制しつつワイヤ走行開始時の断線を防止する。
【解決手段】ワイヤボビンからワイヤを引き出す回収モータと、回収モータとワイヤボビンとの間のワイヤの経路に配設され、ワイヤに対して回収モータとは逆の向きに力を付与する張力制御モータと、を備えるワイヤ放電加工装置であって、張力制御モータによるワイヤの送り速度または当該送り速度に相当する速度(張力制御モータ速度検出値)を検出し、回収モータの回転を開始してからワイヤの直線状態が実現するまでの間、張力制御モータ速度検出値に予め定められた設定差分値を加算して回収モータの速度指令を生成する。
(もっと読む)
ワイヤ電極切断機能を備えたワイヤカット放電加工機
【課題】ワイヤ電極を切断する際にワイヤ金属粉の発生を防止することにより、通電電極の損傷を防止すると共に自動結線の成功率低下を防止する。
【解決手段】上ダイスガイド24の上方であってワイヤ電極11の走行経路に設けられたワイヤ電極11を挟持するチャック部電極20と、該チャック部電極20よりも下流側に設けられたディテクト22と、ワイヤ電極11に所定の張力を与えるブレーキローラ18などから構成される張力付与部を備え、チャック部電極20およびディテクト部22の電極を介してワイヤ電極11に通電して加熱すると共に、前記張力付与部により張力を与えることによりワイヤ電極11を切断する機能を有するワイヤカット放電加工機において、チャック部電極20とワイヤ電極11が接触する部分を冷却する媒体を供給するエアパイプを備えたワイヤ電極切断機能を有するワイヤカット放電加工機。
(もっと読む)
ワイヤ放電加工装置、ワイヤ放電加工方法、薄板製造方法および半導体ウエハ製造方法
【課題】短絡や放電頻度の減少による加工精度や加工速度の低下を改善したワイヤ放電加工装置を得る。
【解決手段】実施の形態のワイヤ放電加工装置は、互いに並列に離間しつつ被加工物8にそれぞれ対向する複数の切断ワイヤ部2aを有するワイヤ電極2と、パルス状の加工用電圧を発生させる加工用電源6と、複数の切断ワイヤ部に電気的に接続され、複数の切断ワイヤ部と被加工物との間に加工用電圧を印加して放電を生じさせる複数の給電子7A,7Bと、放電により被加工物に形成される複数の切断溝に向けて複数の切断ワイヤ部に沿って加工液を噴出すると共に複数の切断ワイヤ部が通過可能な噴出口が当該被加工物に対向するよう形成されたノズル80と、被加工物の上に接触して設けられ、被加工物に向けてそれぞれ開口し複数の切断ワイヤ部をそれぞれ1本ずつ収納可能な複数のスリット101を有する加工液案内部100を備える。
(もっと読む)
ワイヤ放電加工機およびワイヤ放電加工機における噴流の供給方法
【課題】通電体におけるワイヤ電極の断線を防止することができるワイヤ放電加工機およびワイヤ放電加工機における噴流の供給方法を提供する。
【解決手段】走行するワイヤ電極Eが貫通するワイヤ通路61,71,81と、ワイヤ電極Eと接触して給電する通電体82と、ワイヤ通路61,71,81の一部を含みつつワイヤ電極Eが極間に供給されるようにガイドするワイヤガイド72と、を備えるワイヤガイドアッセンブリ50を有するワイヤ放電加工機1であって、所要の噴出口93を介してワイヤ通路81と連通し該ワイヤ通路81に噴流を供給する供給路90と、を備え、噴出口93を、通電体82側からワイヤ電極Eに向けて設ける。
(もっと読む)
ワイヤカット放電加工装置
【課題】ジェットを供給しないでワイヤ電極を微小に上下動させてワイヤ電極を挿通する。
【解決手段】自動結線装置1は、送出ローラ10と下穴4との間に上下動装置30を有する。上下動装置30は、第2の圧縮空気供給路34から上方向に圧縮空気を供給して第2のワイヤガイド32を押し上げる。第2のワイヤガイド32は、ワイヤ電極2を保持した状態で浮上してワイヤ電極2を所定距離上方向に移動させる。また、上下動装置30は、第1の圧縮空気供給路33から下方向に圧縮空気を供給してワイヤ電極2を下方向に移動させる。圧縮空気供給装置35は、第1の圧縮空気供給路33と第2の圧縮空気供給路34に交互に圧縮空気を供給してワイヤ電極2を微小に上下動させる。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】ワイヤ放電加工装置において加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A1〜24F1に間隔をあけて複数回巻き掛けられて複数条となり、複数の切断ワイヤ部分261を構成するワイヤ151と、ワイヤ151の各条に接し、ワイヤ151の送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1,200B1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各切断ワイヤ部分261,262とインゴット28との間で放電を行ってインゴット28を切断する。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】ワイヤ放電加工装置の加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A〜24Hに間隔をあけて複数回巻き掛けられて複数条となり、第1の上側、下側切断ワイヤ部分261A,261Bを構成するワイヤ151と、その各条に接し、その送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1〜200C1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各上側、下側切断ワイヤ部分261A〜262Bと各インゴット28A,28Bとの間で放電を行って各インゴット28A,28Bを切断する。
(もっと読む)
1 - 10 / 86
[ Back to top ]