
国際特許分類[B23K103/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金と銅またはその合金 (17)
国際特許分類[B23K103/22]に分類される特許
1 - 10 / 17
部分めっき工法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
異種金属の接合方法および異種金属からなる接合物
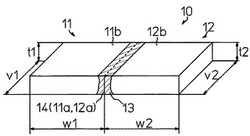
【課題】本発明は、歪や欠陥が少なく高い接合強度を有する健全な接合部を効率的に形成可能な異種金属の接合方法、および歪や欠陥が少なく高い接合強度を備えた健全な接合部を有する接合物を提供することを目的としている。
【解決手段】本発明の異種金属の接合方法の一態様は、接合されるべき被接合面を互いに有する金属からなる第1の部材と第2の部材とを介在物を介することなく直接、所定の継手でレーザ接合する接合方法であって、前記レーザに対するレーザ吸収率および融点が第2の部材よりも低い第1の部材の被接合面と第2の部材の被接合面と密着させて密着面を形成し、当該密着面を挟む双方の表面の隣合う領域に同時にレーザを照射することを特徴とする異種金属の接合方法である。
(もっと読む)
銅板と鋼板のレーザ接合方法

【課題】銅板と鋼板のレーザ接合おいて、安定した重ね接合を可能にする。
【解決手段】上板を銅板Cu、下板を鋼板SUSで構成する2枚の金属板の重ね接合において、予め銅板Cu側にレーザビームLbを受け入れる導入穴Wpを設けておく。照射するレーザビームLbは半導体レーザであり、その波長は1ミクロン以下にある。レーザビームを銅板Cu側から照射し、導入穴Wpを通して鋼板SUSに照射する。レーザビームが照射されると鋼板SUSの加熱が主体的に行われ、同時に2枚の材料が密着して重ねられているためその熱伝導にて銅板Cuが加熱される。同時に、レーザビームLbのエネルギー分布の外周裾野部分が効果的に銅板Cuの導入穴Wpの壁面、および外周面にてレーザビームを吸収し加熱、昇温する。この両板の加熱状態に蝋材になるワイヤーWireを供給しレーザビームLbにて溶融させるので高強度の溶融接合が完成する。
(もっと読む)
レールボンド用低温溶接ろう
【課題】 カドミウムを含有せず、ろう付け作業が容易であって、剪断強度が大きいレールボンド用低温溶接ろうを提供する。
【解決手段】固相線温度が200℃以下、液相線温度が260℃以下であって、固相線温度と液相線温度の差が30℃以上あるレールボンド用低温溶接ろうを用いる。
(もっと読む)
鋳鉄母材への肉盛方法および肉盛用鋳鉄母材
【課題】面倒な肉盛条件の設定や前処理を行うことなく黒鉛のガス化を抑えることができるようにし、もってガス欠陥の少ない肉盛層を容易かつ安定して得ることができる、鋳鉄母材への肉盛方法を提供する。
【解決手段】肉盛対象である鋳鉄母材の組織中における片状黒鉛の面積率を10%以下に抑えるとともに、該片状黒鉛の最大長を140μm以下に抑える。黒鉛の面積率を抑えることで、全体のガス発生量が抑えられ、余分なガス化防止対策が不要になる。また、個々の黒鉛の大きさが小さくなる分、各黒鉛からのガス発生量が少なくなるので、たとえ、肉盛層中にピンホールやブローホールなどのガス欠陥が生じても、該ガス欠陥のサイズが小さくなる。
(もっと読む)
複合材の製造方法および製造装置
【課題】低い加工度で、接合性の良好な複合材を得ることができる複合材の製造方法および製造装置を提供するものである。
【解決手段】本発明に係る複合材の製造方法は、異種金属板1A〜1Cの接合面を重ね合わせ、その重ね合わせた異種金属板1A〜1Cを冷間圧延接合して複合材10を製造する方法であり、異種金属板1A〜1Cを、酸素濃度を100ppm以下にした不活性ガス25の雰囲気に通すと共に、その不活性ガス25の雰囲気で各接合面の活性化処理を行った後、これら異種金属板1A〜1Cを重ね合わせると共に冷間圧延接合を行うものである。
(もっと読む)
金属接合部材及びその接合方法
【課題】低軟化金属素材と高軟化金属素材の接合部の強度が高い金属接合部材及びその接合方法を提供する。
【解決手段】軟化温度の低い低軟化金属素材2の対向部2aと、低軟化金属素材2より軟化温度の高い高軟化金属素材3の対向部3aとを対向させて、各々の対向部2a,3aを摩擦攪拌により接合した金属接合部材において、高軟化金属素材3の対向部3aは、凹部3bを有し、低軟化金属素材2の対向部2aは、摩擦攪拌により凹部3b内に流入接合した凸部2bを有する。
(もっと読む)
金属部材の接合方法
【課題】接合しようとする部材の材質が異なる場合や従来のパラレルギャップ溶接では接合が困難な微細な部材の場合でも安定した品質で接合が可能な接合方法を提供する。
【解決手段】接合しようとする2つの部材2、3の少なくとも一方の部材の表面に、あらかじめ該部材の材料の融点よりも低い融点を有する金属材料のメッキ層を形成し、該2つの部材をメッキ層6を間に介在させて重ね合わせ、所定の間隔を置いて平行にセットされた2本の電極1a、1bを該部材に押し当て、電極間に通電して部材の抵抗発熱により前記メッキ層を溶融させて2つの部材を接合する。
(もっと読む)
レーザ接合方法
【課題】レーザ反射率や熱伝導率の異なる異種金属同士を高品質にかつ効率よく重ね溶接することができるレーザ接合方法を提供する。
【解決手段】鉄系材料からなる下板10と、鉄系材料よりもレーザ反射率および熱伝導率が高い銅系材料からなる上板11とを重ね合せ、上板11側からレーザLを照射して両板を重ね溶接するレーザ接合方法において、予め上板11に凹穴12を形成し、この凹穴12の底に照射パターンが形成されるようにレーザLを照射して、凹穴12の底の薄肉部分12aを集中的に加熱溶融する。薄肉部分12aを加熱溶融するので、それほどレーザのエネルギー密度を高くしなくても上板11を効率よく加熱溶融でき、これにより下板10側でエネルギーオーバーになることはなくなり、下板10における孔明きが防止され、また、ブローホールの発生原因となる低沸点成分のガス化も抑制される。
(もっと読む)
ろう接方法及びろう接構造体
【課題】異種金属を低融点ろう材ででろう接することを可能にする。
【解決手段】熱交換機のステンレス鋼のチューブ301上に、銅被覆302を形成する。次いで、銅被覆302上に、低融点の4元系(Cu−Ni−P−Sn)のペースト状ろう材303が塗布される。さらに、その上に銅製のアウターフィン304を載置して、ろう付け炉内でろう付けを行う。銅被覆302に代えて、Ni被覆を採用することもできる。
(もっと読む)
1 - 10 / 17
[ Back to top ]