
国際特許分類[B23K11/25]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525) | 監視装置 (99)
国際特許分類[B23K11/25]に分類される特許
81 - 90 / 99
放射温度計の光軸位置決め装置および方法
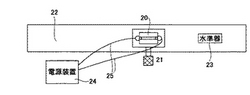
【課題】容易に溶接部の温度を検出する温度計の良否を判定し、また容易に温度計の視野位置を確認できる放射温度計の光軸位置決め装置および方法を提供することにある。
【解決手段】放射温度計の視野面積よりも小さい発熱面積を有する発熱体20と、発熱体20を所定の位置に移動させ、かつその位置を計測できる発熱体移動機構部21とを備え、放射温度計による発熱体20の温度計測と、発熱体移動機構部21による発熱体20の位置計測により、前記放射温度計の光軸を定量的に確認およびまたは調整する。
(もっと読む)
電極加圧制御方法と装置

【課題】抵抗溶接機の安全性向上及び溶接品質向上を図る加圧制御システムを提供する。
【解決手段】加圧式抵抗溶接機のエア源から可動電極の加圧力を調整するためのエア供給回路に配置された加圧シリンダと該シリンダに内蔵された弾性部材と加圧シリンダにより動作させる可動軸とを有し,加圧シリンダのエア供給回路には第1電磁弁(SOL1)及び第2電磁弁(SOL2)が接続され第1電磁弁を作動することにより,可動軸,可動電極又はアーム,二次導体等を含む可動部による荷重及び弾性部材の弾力により可動電極が自重下降を開始してから本加圧で溶接完了するまでの可動電極の移動速度及び/又は移動距離をリニアエンコーダにより検出し,その検出した値が前記可動電極の移動中に異物を挟み込んだときの安全を確保するための基準値と溶接品質を確保するための基準値との設定可能なしきい値を超えたとき,可動電極を停止及び/又は開放動作させる。
(もっと読む)
フラッシュバット溶接方法及び装置
【課題】 フラッシュバット溶接におけるワーク溶融速度の安定化を図ること。
【解決手段】 ワークWの接合部を対向配置し、電圧印加手段3によってワークWに電圧を印加しつつワークWの接合部どうしを駆動手段4によって接近離間させ、ワークの接合部相互間に発生したフラッシュによりワークWの接合部を加熱溶融するフラッシュ工程と、フラッシュ工程にて溶融したワークWの接合部どうしを圧接するアップセット工程とを経て、ワークWの接合部どうしを溶接するフラッシュバット溶接方法において、フラッシュ工程にてワークに印加された電圧を電圧検出手段5で検出し、電圧検出手段5の検出結果に基づきワーク接合部のストローク速度を制御手段6でフィードバック制御する。
(もっと読む)
ティンフリースチールの溶接性評価方法
【課題】 電気抵抗溶接して用いられる無研削ティンフリースチールの溶接性を、精度よく評価する方法を提案する。
【解決手段】 電圧降下法により接触抵抗を測定してティンフリースチールの電気抵抗溶接性を評価する方法において、前記接触抵抗の測定点数を異なる位置で20点以上行い、上記測定点中における電圧降下が0.05V超えの発生率に基づいて、溶接性の評価を行うことを特徴とするティンフリースチールの溶接性評価方法。
(もっと読む)
抵抗溶接装置
作業者が溶接条件を考慮する必要なしに適正な溶接条件で溶接を行うことができるようにした抵抗溶接装置であって、抵抗溶接を行う溶接機9と、この溶接機9の溶接制御を行う処理装置10とを備え、前記処理装置10が、溶接環境に関わるパラメータを含み最適な溶接条件を示す最適条件算出式マスタ11aを格納した主記憶装置11と、前記最適条件算出式マスタ11aのパラメータに実行する溶接に関わる値を当てはめ最適条件およびその際の溶接加工データを得る条件算出部10aと、前記溶接機9に前記溶接加工データを与えるデータ伝送部10bとを備えた。  (もっと読む)
(もっと読む)
エネルギー供給部を備えた抵抗溶接装置および抵抗溶接装置を有しているロボット
【課題】できるだけ構造嵩の小さな抵抗溶接装置8を可能にし、用途に応じて簡単に拡大できる抵抗溶接システム9に対するエネルギー供給部を備えた抵抗溶接装置8。
【解決手段】エネルギー供給部は主変換器1および副変換器2,3を用いて実現されており、すべての変換器1,2,3は相互に接続されており、この接続は交流電圧中間回路5を用いて実現されている。
(もっと読む)
スポット溶接監視装置
【課題】 簡単な装置構成で溶接の良否を的確に判断する。
【解決手段】 一対の電極101により金属板102の複数箇所に連続的に施されるスポット溶接の良否を監視するスポット溶接監視装置1において、各電極101間の電圧を検出する検出手段と、この検出手段により検出された電圧に基づく電圧情報21を連続的に記憶する記憶手段と、記憶手段に記憶され所定時間を隔てた電圧情報21同士を比較して電圧情報21の差異に関する差異情報22を取得する比較手段と、比較手段により取得された差異情報22に基づいて溶接の良否を判定する判定手段と、を具備した。
(もっと読む)
抵抗溶接装置及び抵抗溶接方法
【課題】溶接対象物の溶接状況の良否を正確に判定できる又は溶接対象物を所望の強度で確実に溶接できることを可能とするために、溶接対象物の溶接状況を正確に把握できる抵抗溶接装置及び抵抗溶接方法を提供する。
【解決手段】抵抗溶接装置1は一対の電極16,17と品質管理装置12とを備えている。一対の電極16,17は溶接対象物としての電線の芯線を挟む。抵抗溶接装置1は一対の電極16,17間に溶接電流を通電することで電線の芯線同士を溶接する。品質管理装置12はCPU24などを備えている。CPU24は芯線同士の接触面の単位面積当たりの付与されたエネルギを算出して溶接状況を把握する。
(もっと読む)
抵抗スポット溶接品質判定方法と監視装置
【課題】半サイクルごとの電極間電力差分の変化を利用して通電中の溶接ナゲット生成プロセスを監視し溶接品質の迅速化かつ精度を高める。
【解決手段】 通電中の時々刻々変化する溶接電流と電極間電圧とを少なくとも半サイクルごとに検出して,各半サイクルごとの溶接電流の増加過程と減少過程それぞれの所定の同一電流値に対応した電極間電力の減少過程のワークにかかる電力から増加過程のワークにかかる電力を引いた電力差分を時系列的に監視する場合,前記電力差分を縦軸に取り,その横軸にサイクル数を取ったサイクル線図上に電力差分の挙動を示す曲線を表し,横軸の任意指定サイクル数の計測基準点での電力差分の変化から溶接ナゲット成長過程中に溶接品質評価を行う。
(もっと読む)
抵抗溶接制御方法
【課題】1対の電極によって被溶接材を加圧及び通電して溶接する抵抗溶接制御方法において、被溶接材間の接触状態が不良であっても良好な溶接品質を得ること。
【解決手段】両電極によって被溶接材を加圧し、初期期間Ts中は初期電流Isを通電すると共に、電極間電圧及び溶接電流に基づいて電極間抵抗値を算出し、初期期間Ts終了時の前記電極間抵抗値が基準抵抗値未満のときは被溶接材間の接触状態が良好であると判別して休止期間Tdが経過するまで通電を中断した後に溶接電流を本電流Imに切り換えて抵抗溶接を継続することによって適正なナゲットを形成して溶接を終了する第1工程と、初期期間Ts終了時の前記電極間抵抗値が前記基準抵抗値以上のときは被溶接材間の接触状態が不良であると判別して通電を中断し前記休止期間Tdの後に前記第1工程に戻る第2工程と、からなる抵抗溶接制御方法である。
(もっと読む)
81 - 90 / 99
[ Back to top ]