
国際特許分類[B23K11/36]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 補助装置 (100)
国際特許分類[B23K11/36]に分類される特許
31 - 40 / 100
スポット溶接機
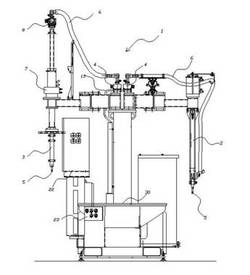
【課題】平坦な板状電極の上で複数個の溶接ガンを具備しスポット溶接するもので、爆火のない安全でかつ操作性の良い溶接機を提供する。
【解決手段】被溶接物を載置した平坦な板状電極30の上に立設された上部電極は複数個の溶接ガン2,3で構成し、主として枠型の大きな被溶接物を一方は横向き姿勢の溶接ガン2、他方は縦向き姿勢の溶接ガン3を用い、各々の溶接ガンの給電経路にピストン・シリンダ機構を有する給電装置4を具備して、押圧給電体が受電板と接離することで、所定の溶接ガンにのみ通電するよう構成したスポット溶接機とする。
(もっと読む)
電極チップ取外装置

【課題】電極チップの基端とシャンクの当接面の間隔が狭い仕様であっても、電極チップをシャンクから取り外すことができる電極チップ取外装置を提供する。
【解決手段】挿通凹部2dが形成された固定爪部2aと、固定爪部2aに回動可能に軸着され、挿通凹部3dが形成された可動爪部3aとからなり、挿通凹部2d、3dの周囲に形成された板状の当接板部を開離させることにより、シャンク91に取り付けられた電極チップ95を取り外す電極チップ取外装置において、可動爪部2aの挿通凹部3dの後方に、これと連通する固定爪部配置穴3eを形成し、固定爪部3aを固定爪部配置穴3e内に配置し、固定爪部2aの当接板部2eの前方側に隣接して、可動爪部3aの当接板部3fを位置させて、可動爪部3aが固定爪部2aに対して閉じた状態で、可動爪部3a及び固定爪部2aの当接板部3f、2eを同一平面上に位置させる。
(もっと読む)
スポット溶接用電極
【課題】スポット溶接機の溶接ガンに使用される溶接チップの交換時、冷却水の漏洩なく容易に交換可能で冷却効果の高いスポット溶接用溶接電極を提供する。
【解決手段】溶接ガン本体(12)の先端に装着される電極棒シャンク(2)に冷却水遮断装置(5)を内設した構造とし、溶接チップ(1)の取り付け、取り外しにより、冷却水遮断装置(5)の弁体(6)に付勢されたばね部材(7)のばね圧で、弁体(6)と弁座(8)が当接または、離間し、冷却水を開放または遮断する構造とする。
(もっと読む)
電極キャップのためのマガジン
本発明は、溶接電極の電極キャップのためのマガジンに関するものであり、特にマガジン・ヘッド(1)と、前記マガジン・ヘッド(1)に連結されるチェンジャ・マガジン(2)とから構成される溶接ロボットの溶接トングに関するものである。急動作用連結ユニット(4および4a)はチェンジャ・マガジン(2)をマガジン・ヘッド(1)に連結するために提供され、少なくとも1つの連動ガイド装置(5および5a)はマガジン・ヘッド(1)上およびチェンジャ・マガジン(2)上に配置される。供給用に利用できるように保たれる電極キャップ(3)は、電極キャップ(3)の形状に対応する輪郭を有し、チェンジャ・マガジン(2)の縦軸に平行に、および、マガジン・ヘッド(1)におけるそれへの関係において同一の位置に設計された2つの蓋ガイド(11)のチェンジャ・マガジン(2)において貯蔵される。前記蓋ガイド(11)は、電極キャップ(3)の接触面が互いに斜めに向かい合うように、チェンジャ・マガジン(2)およびマガジン・ヘッド(1)において斜めにオフセットで導入され、マガジン閉塞メカニズム(8)は、マガジン・ヘッド(1)に面しているチェンジャ・マガジン(2)側に配置され、チェンジャ・マガジン(2)から離れて面しているマガジン・ヘッド(1)の側は、アクセス方向に置かれる電極キャップ(3)開口の最大の直径を露出させるために、溶接トングのアクセス方向において十分に開口(12)の形で開かれる。前記位置に電極キャップ(3)を固定するため、少なくとも1つの型締顎板(6)は、各々の蓋ガイドのために、マガジン・ヘッド(1)の各々の運搬用開口(12)に隣接して、および、マガジン・ヘッドのハウジングで配置され、圧力板(7)はそれぞれの他の開口(12)で対向して配置される。 (もっと読む)
電極チップ取り外し装置
【課題】簡単な操作で電極チップをシャンクから取り外すことができる電極チップ取り外し装置を提供する。
【解決手段】筐体1に取り付けられた取っ手2と、筐体1の前端に取り付けられた固定爪4aと、固定爪4aに対して開閉可能に軸着された可動爪5aと、可動爪5aの基端から後方に延るレバー5dとが一体に形成された可動爪部材5と、筐体1に取り付けられ、前後方向に複数の支点溝3cが形成された支点部材3と、L字形状に折り曲げられ、この折曲部分が支点溝3cに軸支され、その基端に形成されたグリップ15bが取っ手2と対向する位置に配設されるとともに、その先端が筐体1の内部に配設された操作レバー15と、レバー5dの後端と当接する傾斜面12が形成され、筐体1内に前後方向スライド可能に配設された押圧部材12と、操作レバー15の先端と押圧部材12とを接続する引っ張り部材11とを有する。
(もっと読む)
スポット溶接システム
【課題】撮像装置を用いることなくワーク位置修正を可能とする。
【解決手段】可動電極駆動用のサーボモータ24のトルクまたは速度と相関関係のある物理量を検出する物理量検出手段24aと、一対の電極21,22の位置を検出する位置検出手段13a,24aと、動作モードを切り換えるモード切換手段6と、スポット溶接モードにおけるスポット溶接処理および位置修正モードにおける位置修正処理を実行する処理手段3,4とを備える。処理手段3,4は、位置修正モードに切り換えられると、可動電極21がワーク表面に当接するようにスポット溶接ガン2およびロボット1を制御するとともに、物理量検出手段24aの検出値に基づき、可動電極21がワーク表面に当接したか否かを判定し、そのときの位置検出手段13a,24aの検出値に基づき、ワーク位置を演算する。
(もっと読む)
抵抗溶接用電源装置及び当該電源を使用した抵抗溶接装置、並びに電源制御方法
【課題】より高周波で溶接電源や溶接電圧の応答性を向上した抵抗溶接機に使用されるインバータ式抵抗溶接電源装置を提供すること。
【解決手段】2つの円盤状の溶接電極を使用し、ワークを挟んで連続的に回転させながら電流を断続させ、溶接を行うシーム溶接装置において、現実の電流値に応じて、周波数を可変としたインバータ式抵抗溶接電源装置を用い、8m/分〜30m/分でシーム溶接を行うことからなる。また、インバータ式抵抗溶接電源装置が、所定の目標電流値を設定する手段、所定の時間単位で現実の電流値を検出する手段と、現実の電流値と所定の目標電流値とを比較する手段と、比較した結果現実の電流値が目標電流値を超えた場合スイッチング制御し、次の電流を立ち上げる手段とを備えることからなる。
(もっと読む)
ロボット動作を利用することによるアクチュエ−タを有しない電極チップ抜き取り装置
【課題】溶接ガンの電極チップをロボット動作のみの力で自動的に抜き取り、且
つ小型で低価格の装置を提供する。
【解決手段】溶接ガンのシャンク(17a)及び(18a)と電極チップ(17b)
及び(18b)の隙間を、進入口であるチップブロック(2)へ挿入し、溶接
ガンを作動させることで、クサビ刃(8)を有するスライダ(9)も作動して、
シャンクと電極チップの当初の隙間が拡大することにより、電極チップを抜き
取ることを可能とした。またアクチュエ−タが無いことにより、小型化及び
それに関連する備品も無くなることで、低価格化が実現できる。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】高強度鋼板を抵抗スポット溶接方法で溶接した場合でも、鋼板の炭素等量に制限を設けることなく、また、溶接プロセス全体の時間を極端に長くすることなく、実用範囲内の条件で溶接中または溶接後の通電パターンを制御することにより、高強度鋼板の溶接継手の引張試験時に現れる脆性破面の割合を低下させ、継手の信頼性を向上させることが可能な高強度鋼板のスポット溶接方法を提供する。
【解決手段】引張強さが900〜1850MPaの高強度鋼板1を抵抗スポット溶接方法によって溶接する際、溶接通電を行った後、引き続き、次式{0.70×WC≦PC1≦0.90×WC}及び次式{40≦Pt1≦80}の各々を満たす条件で溶接後後加熱通電を行うことにより、溶接部3の脆性破面率を35%以下とする。但し、上記各式において、WC:溶接電流(kA)、PC1:溶接後後加熱通電電流(kA)、Pt1:溶接後後加熱通電時間(ms)を示す。
(もっと読む)
高真空室の隔壁構造
【課題】シーム溶接等の作業を高真空環境にて処理するための高真空環境維持方法が構築されておらず 近年の新たなる各種部品製造方法 断熱機能として高真空環境における処理方法の必要性を生じている。
今後に於いて、 空気中環境では、発火現象を来す場合 高真空の環境に設定後 発火防止するガスを導入して発火現象を起こさない部品生産へも有効でないかと考えられる。
【解決の手段】高真空室1と大気側2の隔壁構造において 高真空と大気側の中間に低真空室5エリアを設け 各シール部の真空差を小さくして 真空差を段階的調整可能とする隔壁構造とした。
(もっと読む)
31 - 40 / 100
[ Back to top ]