
国際特許分類[B23K37/053]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 加工物を保持または配置するためのもの (392) | 円筒加工物の軸合せ;そのためのクランプ装置 (76)
国際特許分類[B23K37/053]に分類される特許
1 - 10 / 76
垂直支持用取付具及びフランジの取付け工法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
位置決め用冶具及び部材位置決め方法
【課題】第1の部材と第2の部材とを溶接するにあたり、溶接を完了するまでの時間を短縮する。
【解決手段】後に溶接される第1の部材と第2の部材との位置決めを行う位置決め用冶具1であって、上記第1の部材及び上記第2の部材に当接して上記第1の部材及び上記第2の部材を位置決めする当接部4を備え、可燃性材料あるいはセラミックスから形成されている。
(もっと読む)
溶接方法及び装置

【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
線材の接合装置
【課題】線材を突き合わせ抵抗溶接により接合する装置において、線材の接合部分におけるバリの程度に応じてバリ取りを適切に行う。
【解決手段】一つの線材と別の線材とを突き合わせ、抵抗溶接により接合する押圧加熱部と、接合時に生じるバリを除去するバリ取り部とを備える接合装置である。バリ取り部15は、押圧加熱部にて接合された線材に生じたバリを研削する研削具151と、接合された線材のバリの形状を検出する検出器156と、検出器156により検出されたバリの形状によって研削具を動作させる制御部157とを有する。
(もっと読む)
管材の突合せ接合方法
【課題】短時間で接合すべき管材の端部の断面形状を簡単に揃えることができて、接合不良や接合品質低下を改善することのできる管材の突合せ接合方法を提供する。
【解決手段】管材TA、TBの端部T1同士を突合せ接合するに当たり、内周面を管材の外周面に対向させて管材の外周に配置されるリング状のケーシング11と、外周面を管材の内周面に当接させて管材の内周に配置される内周側ローラ12と、ケーシングの内周面と管材の外周面との間に圧接力を作用させることでケーシングの内周面を矯正型面として管材を塑性変形させる押圧手段と、管材と内周側ローラとを管材の軸線回りに相対的に回転させる回転手段とを備えた管材矯正装置を使用して、加工条件を揃えることにより、管材の接合すべき端部の断面形状を同一形状に整形し、その上で、同一断面形状に整形された管材の端部同士を突合せ接合する。
(もっと読む)
パイプラインの自動芯出し装置
【課題】簡素な設備でかつオペレータ技量に依らず、精度の高い芯出しができるパイプラインの自動芯出し装置を提供する。
【解決手段】既設管P1を支持する固定ローラ1と、新設管P2を支持する水平方向と垂直方向の三方向に可動可能な可動ローラ2と、新設管の周面に取り付けられるリング体11と、リング体の円周上に設けられて、2つの管端の隙間量、及び管端円断面における管ずれ量を検出する帯レーザ位置変位センサ12と、リング体に設けられて、管端円断面上の基準軸からの管P1、P2の角度ずれ量を検出する角度センサ13と、可動ローラの管端円断面における水平方向と垂直方向の補正値を演算するデータ処理手段14と、データ処理手段で演算された補正値、及び帯レーザ位置変位センサで検出された隙間量が一定値以下となるよう可動ローラを駆動する可動ローラ制御装置15と、からなる。
(もっと読む)
インターナルクランプ装置
【課題】小径肉厚の鋼管端部の突き合わせ部のような大きな拡径力を必要とする場合にも、安定した目違い矯正を可能とする。
【解決手段】鋼管P1・P2内に配置されて、互いに突き合わされた鋼管端部に対して内部より拡径力を付与することで、鋼管端部を拡管矯正するインターナルクランプ装置である。互いに対向するようにケーシング内に配置され、中間部に位置する鋼管端部の突き合わせ部Mに向けてピストンロッドが移動する一対の油圧シリンダ10と、これら油圧シリンダの可動部に設けられて、先端に向けて縮径するように傾斜部が周面に形成された一対の楔形ロッド11と、これら楔形ロッドの傾斜部11Aに摺動する傾斜状の摺動部12Aをそれぞれ有し、摺動部12Aが楔形ロッドの傾斜部を滑ることにより、鋼管内の半径方向外方に向けて移動する複数のプランジャ12と、円周溶接を行う鋼管端部の内側より押圧するクランプシュー13と、を具備する。
(もっと読む)
溶接方法
【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
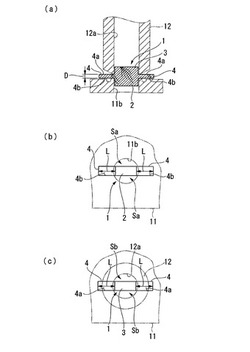
固定装置及び固定方法
【課題】第1の対象物の外周と第2の対象物の内周とに当接して2つの固定を可能とする固定装置を提供する。
【解決手段】固定装置Fは、第1の係止部材を第2の部材4に対して進退させる第1の進退手段と、第1’の係止部材を第2の部材4に対して進退させる第1’の進退手段とを備え、平断面視において、第2の外周面当接部材6と第3の外周面当接部材は、第1の部材3の穴3a及び第2の部材4の穴の中心とした第1の円に外接し、第1の外周面当接部材5は前記第1の円の外側近傍に位置し、第2の内周面当接部材9と第3の内周面当接部材10は、第1の部材3の穴3a及び第2の部材4の穴の中心とした第2の円に内接し、第1の内周面当接部材5は前記第2の円の内側近傍に位置し、第1、第2及び第3の外周面当接部材5、6は、前記第2の円の内側に位置し、第1、第2及び第3の内周面当接部材9、10は、前記第1の円の外側に位置する。
(もっと読む)
管体溶接装置
【課題】ワークの外周面の損傷や貫通孔の内周面の磨耗を軽減することができ、ワークが溶接位置を通過する際の通過速度を高速化して管体の製造時間を短縮できるようにする。
【解決手段】管体溶接装置10は、7個の無端状移動部材4及び溶接トーチ6を備えている。7個の無端状移動部材4は、各々が直線部分を含む循環経路を移動自在にされたチェーン41を備え、各チェーン41の直線部分でワーク100の外周面における突き合わせ部分110を除く周方向の7箇所に軸方向に沿って当接する。溶接トーチ6は、ワーク100の軸方向における各チェーン41の循環経路中の直線部分が位置している範囲内で、ワーク100の突き合わせ部分110に対向する。
(もっと読む)
1 - 10 / 76
[ Back to top ]