
国際特許分類[B23K9/09]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | パルス電流または電圧によるアーク溶接のための装置または回路 (118)
国際特許分類[B23K9/09]に分類される特許
71 - 80 / 118
溶接制御装置、溶接制御方法およびそのプログラム
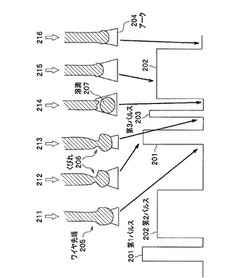
【課題】炭酸ガス主体のシールドガスを用いても1周期あたり1溶滴移行が可能であり、何らかの外乱で溶滴移行の規則性がくずれても即座に正常状態に復帰させることができる技術を提供する。
【解決手段】ワイヤ先端205からの溶滴の離脱を検出する溶滴離脱検出部と、溶滴を離脱させる第1パルス201と、溶滴を整形する第2パルス202とを交互に生成して溶接電源に出力する波形生成器とを備える溶接制御装置において、波形生成器は、第1パルス201のピーク期間、立下りスロープ期間またはベース期間において溶滴の離脱が検出されなかった場合213に、第1パルス201のベース期間終了後に、第2パルス202とはパルスピーク電流および/またはパルス幅の異なるパルス形状を有する第3パルスを生成して溶接電源に出力することにより溶滴移行規則性のずれを修正する。
(もっと読む)
溶極式パルスアーク溶接方法
【課題】スパッタの発生量を十分に小さくすることができる溶極式パルスアーク溶接方法を提供する。
【解決手段】 電極ワイヤの先端と母材間に周期的なパルス電流を供給してパルス毎にアーク放電を生じさせる溶極式パルスアーク溶接方法において、上記パルス電流のパルス立下り領域での電流変化速度を700A/ms以上に設定するとともに、電極ワイヤの表面に塗布した植物油中のカリウム含有量を、ワイヤ10kg当たり5mg以上でかつ50mg以下に設定する。
(もっと読む)
レーザハイブリッドアーク溶接機とレーザハイブリッドアーク溶接システム

【課題】レーザハイブリッドアーク溶接施工中に直接もしくは反射したレーザにより、スパッタの発生、ビード外観の不良、溶接不安定、溶接欠陥、溶接強度不足が生じる。またレーザ設備の導入コストが高額である。
【解決手段】施工状態を監視するための施工状態検出器3と溶滴移行中におけるレーザ出力を適正に制御するレーザ出力制御部1とアーク長が短くなった場合にアーク長を適正に制御するアーク出力を制御するアーク出力制御部2とアーク電源部4を備えたレーザハイブリッドアーク溶接機9を用いたレーザハイブリッドアーク溶接システムを提供する。
(もっと読む)
ステッチパルス溶接装置
【課題】所望のビード形状を指定するだけで必要な溶接条件(電流、電圧、時間)が自動的に設定されるステッチパルス溶接装置を提供する。
【解決手段】溶接トーチを停止した状態でアークを発生させ、所定の溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら、1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を記憶した溶接条件データベース部21と、ウロコ直径値Srを入力として溶接条件データベース部21から溶接条件Tcを算出する溶接条件算出部22と、ウロコ重ね率Lrを設定することによって移動ピッチMpを自動的に算出する移動ピッチ算出部25を備えた。
(もっと読む)
ステッチパルス溶接装置
【課題】溶接ビードの形状を事前に確認でき、意図通りのビード形状を形成できるステッチパルス溶接装置を提供する。
【解決手段】予め設定された溶接条件に基づき、溶接トーチを停止した状態でアークを発生させ、溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を予め記憶した溶接条件データベース部21と、溶接条件Tcを入力として溶接条件データベース部21からウロコ直径値Srを算出するウロコ直径算出部22と、溶接ビードの形状情報Ydを操作手段TPの表示部41に表示する表示処理部24と、を備えた。
(もっと読む)
溶接アーク制御方法
【課題】溶接アーク制御により安定した入熱制御が可能で、高い溶接品質が確保できる溶接アーク制御方法を提供する。
【解決手段】溶接アークを制御する外部特性を外部からの指示で定電圧特性または定電流特性にパルス状に可変させ、変動するアーク電圧に応じて出力電流を変化させる。
(もっと読む)
パルスアーク溶接制御方法
【課題】アーク長を周期的に変化させるパルスアーク溶接方法において、ブローホール低減効果をより大きくすること。
【解決手段】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とをパルス周期として繰り返して通電し、溶接電圧値Vwが電圧設定値Vsと略等しくなるようにアーク長制御を行うパルスアーク溶接制御方法において、切換信号Stcに同期して電圧設定値Vsを周期的に変化させることによってアーク長Laを周期的に変化させ、かつ、切換信号Stcに同期してパルスパラメータPsを変化させ、かつ、切換信号Stcが変化してからアーク長Laの過渡変化が略収束した時点で送給速度Fsを変化させる。これにより、アーク力が大きく変化して溶融池の揺動作用が激しくなるので、ブローホール低減効果が大きくなる。
(もっと読む)
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
(もっと読む)
パルスアーク溶接方法及びパルスアーク溶接装置
【課題】アークの短時間で正確な定量的評価を行い、高品質で安定したパルスアーク溶接を行うことが可能なパルスアーク溶接方法及びパルスアーク溶接装置を提供する。
【解決手段】ワイヤ1と母材2との間にアークを発生させるための電圧を印加可能な溶接電源3と、2000コマ数/秒以上の撮像能力を有し前記アークを撮像して画像データを取り込むための高速度ビデオカメラ12と、画像データを処理して溶滴のサイズ及びスパッタの発生量を解析するための溶滴サイズ・スパッタ量解析プログラム23と、最適パルス時間を設定するための良否判定プログラム24と、パルス波形の前記最適パルス時間に制御するための溶接電源の制御プログラム21と、高速度ビデオカメラ12を制御するための高速度ビデオカメラの制御プログラム25とから、パルスアーク溶接装置100を構成した。
(もっと読む)
パルスアーク溶接制御方法およびパルスアーク溶接装置
【課題】アルミなどの固有抵抗率の低い材質では、溶接始端部は定常溶接期間と同条件では入熱不足となり溶け込み不足が発生しまう。また、溶接終端部におけるクレータの発生を軽減することは、溶接電圧とワイヤ送給速度の制御により可能であるが、定常溶接期間の溶接電圧とワイヤ送給速度からエンド溶接期間の溶接終了点にかけてエンド溶接期間の溶接電圧とワイヤ送給速度になるように調整するだけではクレータ状態を安定して形成することができない可能性がある。
【解決手段】設定される溶接ワイヤの材質あるいは被溶接物の材質に応じて、スタート溶接期間およびエンド溶接期間では定常溶接期間とは異なるパルス電流波形により溶接を行うことで良好な溶接品質を実現することができる。
(もっと読む)
71 - 80 / 118
[ Back to top ]