
国際特許分類[B23Q15/013]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133) | 工具が工作物に作用している間に行われるもの (364) | 送り運動の制御または調整 (58)
国際特許分類[B23Q15/013]の下位に属する分類
加工中の工作物の瞬間的寸法と要求寸法によるもの (9)
それ以前に加工された工作物の最終寸法によるもの (9)
異なった測定原理を使用する2以上の測定方法,例.光学的および機械的な両方の測定,によって得られた測定結果によるもの (1)
国際特許分類[B23Q15/013]に分類される特許
1 - 10 / 39
工作機械
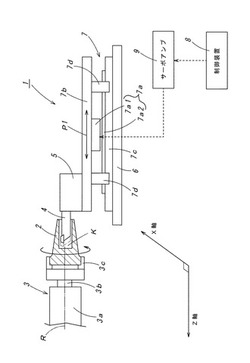
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
ギブ締め付け状態把握方法及び装置

【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
加速度の調節機能を有する揺動体の揺動制御装置
【課題】揺動体の揺動に際して揺動体の加速度を調節することができる揺動体の揺動制御装置を提供する。
【解決手段】制御部22は、回転軸線X1回りに規定される揺動体13の揺動にあたって、少なくとも1つの角度位置で、駆動モータ15に作用する重力による負荷トルクQを取得する。制御部22は、負荷トルクQが駆動モータ15の加減速を妨げる方向に作用する場合であるか、又は加減速を助ける方向に作用する場合であるかを考慮して、設定最大加速度を算出する。算出された設定最大加速度以下の加速度が加速時又は減速時の揺動体13の加速度として設定される。こうして制御部22は、揺動体13の加速時及び減速時の少なくともいずれかにおいて、負荷トルクQに応じて揺動体13の加速度を調節することができる。
(もっと読む)
数値制御装置及びクランプ解除方法
【課題】制御軸の移動の指示があった場合に速やかに制御軸を移動できる数値制御装置及びクランプ解除方法を提供する。
【解決手段】数値制御装置はNCプログラム中に制御軸移動指令があった場合、クランプ制御装置にアンクランプ信号を出力する(S11)。回転テーブルを移動させる目標移動量のうちの微小移動量の移動を指示する第一移動指令を回転テーブル駆動モータに送信する(S16)。回転テーブルはアンクランプされた直後に移動できる。回転テーブル装置は高速駆動が可能となる。さらに回転テーブルが移動した場合(S17:YES)、目標移動量から微小移動量を差し引いた残存移動量の移動を指示する第二移動指令を回転テーブル駆動モータに送信する(S18)。回転テーブルは当初の目標移動量を速やかに移動できる。
(もっと読む)
数値制御工作機械
【課題】 NC制御軸であるZ軸(第1軸移動体)に対して同期制御されないX軸(第2軸移動体)を備えた数値制御工作機械において、Z軸のサーボ遅れに伴う加工形状誤差を解消し、加工精度を高める。
【解決手段】 ワーク10をテーブル11に保持し、テーブル11のX軸位置をX軸駆動機構12により制御する。砥石20を砥石主軸頭21に支持し、砥石主軸頭21のZ軸位置をZ軸サーボ機構22により制御する。クラウニングデータ記憶部5は、テーブル11のX軸位置に対応する砥石主軸頭21のZ軸位置を定義した加工形状データを記憶する。X軸仮想位置演算部6は、Z軸のサーボ加減速時間中におけるテーブル11の移動距離を算出し、この移動距離をテーブル11の現在位置に加算した地点にX軸仮想位置を求める。クラウニング制御部4は、X軸仮想位置に対応する砥石主軸頭21のZ軸位置を加工形状データより求め、Z軸補間演算部3を介してZ軸サーボ機構22に提供する。
(もっと読む)
加工機械の縦方向軸の制御方法
【課題】 縦方向駆動軸がハイリードボールネジ、リニアモータにより駆動されるので駆動トルクや加工推力を大きくすることは出来ないという欠点を取り除き、縦駆動軸の推力増加方法を提供すること。
【解決手段】 カウンターバランスの調節機構により制御される縦方向駆動軸を支えた縦方向軸本体を有する加工装置の縦方向軸制御方法において、縦方向主軸本体の駆動方向や目標位置との偏差または軸駆動モータの駆動電流の変化を測定し、カウンターバランスの調節機構を制御し、前記縦方向主軸本体の重力を駆動トルクや加工推力に利用する、ことを特徴とする縦方向軸制御方法。
(もっと読む)
位置決め装置
【課題】回転テーブルを支持する直動テーブルの傾きによる回転位置ズレを防ぎ、回転テーブル上の被加工物の位置決め精度を向上させる。
【解決手段】ロータリエンコーダを有する回転テーブル2は、移動方向に直交する2方向をガイド3a、3b及びベースプレート4によって支持された直動テーブル1に搭載される。リニアスケールカウンタ14a、14bの検出信号を減算器17によって減算することによって得られる直動テーブル1の傾きを、減算器19において、ロータリエンコーダカウンタ10の検出値から減算し、回転テーブル2の回転角度をフィードバック制御する。
(もっと読む)
ねじ旋削方法、およびその方法に用いるねじ旋削制御装置
【課題】通常の工具を用いて下準備を必要とすることなく短時間の内に容易に種々のリード角を有するねじ溝の旋削加工を行うことが可能なねじ旋削方法を提供する。
【解決手段】複合加工旋盤1は、NC装置によって、支持台3、スライド台8、昇降台9、主軸台10、心押台11、および交換アーム7等の動作を制御するようになっている。そして、主軸台10および心押台11によってZ軸周りに回転させたワークWに、工具台4に保持された切削工具5を押し当てながら、支持台3をZ軸方向へ移動させ、ワークWに対して切削工具5を相対移動させることによって、ワークWにねじ溝を旋削することができるようになっている。また、ねじ溝の旋削の際には、ねじ溝のリード角に応じて、切削工具5を工具主軸周りに回転割出しさせることができるようになっている。
(もっと読む)
タッピング加工動作を行うタッピング加工装置
【課題】同期開始時における同期誤差を低減する。
【解決手段】タッピング加工装置(1)は、主軸(8)の回転角検出値とタップ加工工具(5)のネジピッチとに基づいて第三位置指令値を作成する第三位置指令値作成部(36)と、第一制御モードおよび第二制御モードを備えていて第二位置偏差に基づいて前記送り軸モータを駆動する送り軸制御部(30)と、第一制御モードから前記第二制御モードに切替わるときに取得された回転角検出値および第一位置偏差と前記ネジピッチとに基づいて送り軸位置補正値を作成する送り軸位置補正値作成部(37)とを具備する。第一制御モードにおいては第二位置指令値と送り位置検出値とから第二位置偏差が作成されると共に、第二制御モードにおいては送り軸位置補正値により補正された第三位置指令値と前記送り位置検出値とから第二位置偏差が作成されるようにした。
(もっと読む)
1 - 10 / 39
[ Back to top ]