
国際特許分類[B23Q16/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 他に分類されない工具または工作物を特定の位置に正確に位置決めする装置 (123) | 割出し装置 (118)
国際特許分類[B23Q16/02]の下位に属する分類
国際特許分類[B23Q16/02]に分類される特許
1 - 10 / 60
工作機械
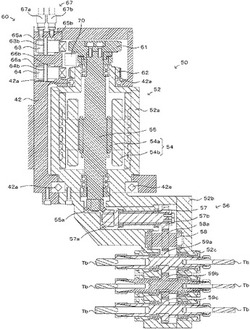
【課題】工具を回転可能に支持する支持部が前記工具の向きを変更できるように基台に回転可能に取付けられた工作機械であって、部品点数が少ない工作機械を提供する。
【解決手段】鉛直な軸回りに回転可能なB軸回転部52には、B軸回転部52に直接に連結されたステータ54bとギヤ機構56を介して複数のB軸回転工具Tbに接続されたロータ54aを有するインナーモータ54が備えられる。B軸回転部52を回転させるときには、固定機構60によってロータ54aを回転不能に固定した状態でインナーモータ54を駆動し、B軸回転工具Tbを回転させるときには、固定機構60によってステータ54bを回転不能に固定した状態でインナーモータ54を駆動する。
(もっと読む)
割出装置

【課題】 割出装置専用の部品の使用を極力廃止し、汎用部品を用いることにより、製造原価低減及び保守部品の入手性を高める。
【解決手段】 ボールねじ5を利用して、ワークを回転させるためのテーブル部11を回転させることを主たる特徴とする。これにより、汎用部品であるボールねじ5を用いて割出装置を構成することができるので、割出装置の製造原価低減及び保守部品の入手性を高めることができる。また、ねじ軸5Aと一体的に回転するストッパ29を規制ゲージに衝突させることにより割出角(回転角)を決めるので、例えば、ピストン17(ナット5B)の平行移動量を機械的に規制する場合に比べて、高い精度の割出角(回転角)を得ることができる。
(もっと読む)
主軸駆動装置
【課題】穴加工等の回転加工と割出加工、さらには、ギヤシェーパ加工等の往復動加工を精度よく効率的に行え、小型で簡単な主軸駆動装置30を提供。
【解決手段】主軸台31に転がり軸受32で支持された中空高速軸33内両端から突出しかつ中空高速軸内を滑り軸受で回転かつ軸方向に摺動可能に挿通され先端2aに工具を取付け可能にされた主軸2と、主軸の後端2b側に設けられ主軸とは軸方向に摺動可能にかつ一体に回転する従動歯車18と、中空高速軸の軸端に設けられ主軸の軸方向移動に伴って中空高速軸と主軸とを回転方向に切断又は接続可能とするクラッチ37と、クラッチの断続ができるように主軸を軸方向に往復動させる往復移動機構44とを設ける。さらに往復動機構は主軸の軸方向の往復動もできるようにする。従動歯車はバックラッシ調整装置1に接続し、割出用駆動モータ8と切断又は接続可能にする。中空高速軸は高速回転用モータ60に接続する。
(もっと読む)
回転装置
【課題】回転電機の回転子と固定子の同軸度を出しつつ、回転装置の組立作業を効率良く行うことができるようにする。
【解決手段】回転装置1は、回転子111及び固定子113を有するモータ100と、減速機200とを一体的に備えている。減速機200は、ローラギヤカム212が設けられた入力軸211と、ローラギヤカム212に順次係合するカムフォロア222が外周に設けられ、入力軸211に対し垂直な方向に伸びる出力軸221とを有している。モータ100は、回転子111が固定され、減速機200の入力軸211に同軸に連結された回転軸101と、減速機200の入力軸211を回転自在に支持する軸受213を支持すると共に、当該軸受213に一定の予圧を与える軸受支持部材140とを備えており、この軸受支持部材140には、固定子113が設けられている。
(もっと読む)
回転電機及び回転装置
【課題】回転装置の組立作業を効率良く行うことができるようにする。
【解決手段】回転装置1は、モータ100と減速機200とを一体的に備えている。モータ100は、回転子111に固定された回転軸101を有し、減速機200は、ローラギヤカム212が設けられた入力軸211と、ローラギヤカム212に順次係合するカムフォロア222が外周に設けられるとともに入力軸211に対し垂直な方向に伸びる出力軸221とを有する。モータ100の回転軸101と減速機200の入力軸211とが、1本の軸として一体成形されている。
(もっと読む)
主軸定位置停止の指令方法及びワーク測定方法
【課題】 主軸定位置停止の指令方法において、主軸複数位置停止・主軸定位置停止位置の設定・変更及び停止位置の微調整が容易に行なえる主軸定位置停止の指令方法を提供することを目的とする。
【解決手段】 特定のMコードと主軸回転制御に係るMコードとを除いたMコードを使用し、そのMコードと同一ブロックに主軸8の回転速度を制御する主軸機能を表すアドレス「S」に続く数値で主軸8の停止位置を指令し、NCプログラム9及びMDIの指令で主軸8を任意の停止位置に位置決め可能にする。「S」に続く数値は、主軸8を回転方向に割出した角度指令であり、基準停止位置を基準とし、そこからの相対的な角度を指令、または直前の位置からの相対的な角度を指令する。主軸定位置停止位置の複数設定や位置の変更が、NCプログラム編集やMDIを用い、マシニングセンタ1の操作画面7上で自由に行なえる。
(もっと読む)
ロータリーテーブルの割出誤差補正装置
【課題】簡単に割出誤差を補正できる、ロータリーテーブルの割出誤差補正装置を提供する。
【解決手段】演算部は指令部からの割出位置(角度θ)の入力を受付ける(S11)。入力された割出位置に対応する割出誤差をy=a×sin(θ+α)で演算する(S12)。演算された値に基づいて割出誤差の補正を行なう(S13)。
(もっと読む)
5面加工用インデックス装置
【課題】旋回割出装置や揺動装置がワーク固定台の外側に突出しないコンパクトな構造の5面加工用のインデックス装置を提供する。更にワーク固定台の高い割出精度及び面精度と高い剛性を備えた上記装置を提供する。
【解決手段】テーブルに固定される逆門形のフレームと、その逆門形の下辺と平行に配置された揺動駆動軸と、逆門形フレームの柱に沿って配置した揺動従動軸と、当該柱の先端に同一軸線上に設けた支え軸と、両側を支え軸に固定されたモータマウントと、このモータマウントに軸支されたワーク固定台とを備える。揺動駆動軸と揺動従動軸とは、ねじ歯車で回転連結され、揺動従動軸と支え軸とは、ハイポイドギヤで回転連結されている。モータマウント25には旋回割出モータが、逆門形フレームの両柱の間に位置するように装着されている。
(もっと読む)
位置決め装置
【課題】回転テーブルを支持する直動テーブルの傾きによる回転位置ズレを防ぎ、回転テーブル上の被加工物の位置決め精度を向上させる。
【解決手段】ロータリエンコーダを有する回転テーブル2は、移動方向に直交する2方向をガイド3a、3b及びベースプレート4によって支持された直動テーブル1に搭載される。リニアスケールカウンタ14a、14bの検出信号を減算器17によって減算することによって得られる直動テーブル1の傾きを、減算器19において、ロータリエンコーダカウンタ10の検出値から減算し、回転テーブル2の回転角度をフィードバック制御する。
(もっと読む)
工作機械の回転機構
【課題】位置決め精度を低下させることなく、ワーク支持体の回転速度を向上させることが可能な工作機械の回転機構を提供する。
【解決手段】回転機構(駆動装置10)は、ワーク支持体(回転積層受型32)の回転駆動及び位置決めを行うための第1モータ60と、回転積層受型32の回転を補助するための第2モータ62、63とを備える。第2モータ62、63による回転積層受型32の停止位置決め精度は、第1モータ60による回転積層受型32の停止位置決め精度よりも低い。
(もっと読む)
1 - 10 / 60
[ Back to top ]