
国際特許分類[B24B21/16]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削または研磨帯を用いる機械または装置;そのための付属装置 (389) | その他の特別の形状面を研削するもの (29)
国際特許分類[B24B21/16]に分類される特許
1 - 10 / 29
研削方法
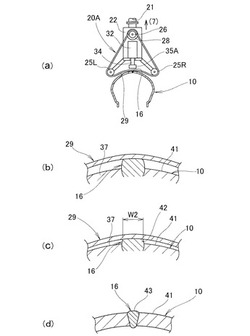
【課題】ビード周辺の母材表面の削り過ぎを防止でき、且つ削り幅を狭くできる研削方法を提供することを課題とする。
【解決手段】研削方法は、研削装置準備工程と第1研削工程と第2研削工程とからなる。
【効果】第2研削工程で、第1研削工程でビード16の一部を研削して得た平坦面39に、逆V字を呈する研削ベルト29を当てると、研削ベルト29の接触部が水平になり、研削ベルト29の非接触部が湾曲した母材から離れやすくなるため、ビード16周辺の母材37表面の削り過ぎを防止できる。また、第2研削工程で、研削ベルト29は平坦面39のみを研削するから、削り幅W2を狭くすることができる。したがって、ビード16周辺の母材37表面の削り過ぎを防止でき、且つ削り幅W2を狭くできる研削方法を提供できる。
(もっと読む)
レール端面研削装置

【課題】レール端面を、容易に、平坦に且つレールの長手方向に対して垂直に研削する。
【解決手段】研削機10と、研削機10をレール1に対して相対移動可能に取り付ける取付具30とを備えている。研削機10は、外周面が研削面12を成す無端研削平ベルト11と、研削面12の一部の平坦性を確保するベルト支持板17と、ガイド受け部25と、ケーシング20とを備えている。取付具30は、レール1を相対移動不能に保持するレール保持部31と、レール保持部31が相対移動不能に保持しているレール1の長手方向に平行な方向に伸びるガイドバー47と、を備えている。ガイド受け部25は、無端研削平ベルト11の平坦部13が、レール保持部31で保持されているレール1の長手方向に対して垂直な状態を維持しつつ、レール1の長手方向に往復移動可能に、ケーシング20に固定されている。
(もっと読む)
レール頭頂面の削正装置
【課題】 レール頭頂面を削正する精度的に優れた削正装置を提供する。
【解決手段】 レールR上を走行する台車1に、前記レールRの長手方向に並べて配した一対の回転ドラム5,5´間に張設した無端状の研削ベルト6を設ける。該研削ベルト6を押圧手段で前記レールの頭頂面Raに押し付ける、複数個の押圧ローラ19A,19B,19Cを、前記研削ベルト6の移動方向に沿って並設し、該ローラ19A,19B,19Cの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設する。
(もっと読む)
ブラシ研磨器、巻線形電動機用ブラシの研磨方法
【課題】巻線形電動機を構成するスリップリングの外周面に押し付けて使用されるブラシの研磨を、一人で簡単にでき、誰が行っても同じ研磨面が得られるようにする。
【解決手段】環状部材1と、アーム2と、ブラシホルダ3と、紙やすり4を有するブラシ研磨器を使用する。環状部材1の外周面に紙やすり4が固定され、紙やすり4の外周円がスリップリングの外周円と同じにしてある。環状部材1の中心にアーム2の回転軸21が固定されている。アーム2の先端部22にブラシホルダ3が固定されている。この研磨器のブラシホルダ3に古いブラシを取り付け、ボルト81,82を締めてその先端を古いブラシに当てることで、新しいブラシ5の挿入角度を設定する。次に、新しいブラシ5をブラシホルダ3に取り付け、環状部材1を作業台に固定した状態でアーム2を回転することにより、紙やすり4でブラシ5の先端面を研磨する。
(もっと読む)
ベルト式無段変速機用プーリーの製造方法
【課題】油保持性の向上を図ることができ、耐摩耗性が向上したベルト式CVTプーリーを再現性よく製造することができ、しかも、工程の簡略化、コストの低廉化を図ることができるベルト式無段変速機用プーリーの製造方法を提供する。
【解決手段】接触面の形状を形成する研削工程と、形成された前記接触面の表面粗さを粗くすることにより、接触面に溝部を形成する溝部形成工程と、前記溝部が形成された前記接触面の表面をラップフィルムにて研磨して潤滑油を保持させるための油溝を残す接触面研磨工程とを有し、前記接触面の表面粗さは、最大高さ粗さRzが4μm以下、粗さ曲線要素の平均長さRSmが30〜60μm、粗さ曲線のスキューネスRskが−2.7〜−0.6(無単位)、突出山部高さRpkが0.09μm以下、突出谷部深さRvkが0.4〜1.3μmである。
(もっと読む)
ラッピング装置、および、ラッピング加工方法
【課題】大がかりな機構や装置を用いることなく、円筒形状の加工物を回転させて高精度でラッピングを行えるようにする。
【解決手段】ラッピング装置は、円筒状の軸部外形をラッピングにて仕上げ加工するラッピング用のラッピング治具1を備え、ラッピング治具1は、軸部を二方向から挟むホルダー50、60と、該ホルダー50、60を保持する一対のアーム20、30とを備え、アーム20、30は、一端部が連結され、他端部がバネ35により狭圧され、中間部にホルダー50、60の取り付け部である貫通孔22、32を有し、バネ35の張力によりラッピング圧力を作用させる。
(もっと読む)
研磨方法及びその装置
【課題】被加工物の正方向の所定回数の回転及び研磨テープの行き移送により登り面を圧接研磨し、被加工物の逆方向の所定回数の回転及び研磨テープの戻り移送により下り面を圧接研磨することができる。
【解決手段】被加工物Wを保持して正方向又は逆方向に回転Rさせる保持回転機構Aと、研磨テープTの研磨面T1を被加工物の被研磨面W1に圧接させる圧接機構Bと、研磨テープを一方のテープリール1から他方のテープリールへと行き移送Mさせると共に他方のテープリールから一方のテープリールへと戻り移送Nさせるテープ移送機構Cと、被研磨面の内、登り面W11の研磨においては、研磨テープを被加工物の回転方向に対して反対向きに行き移送させ、被研磨面の内、下り面W2の研磨においては、研磨テープを被加工物の回転方向に対して反対向きに戻り移送させる制御手段Dとを備えてなる。
(もっと読む)
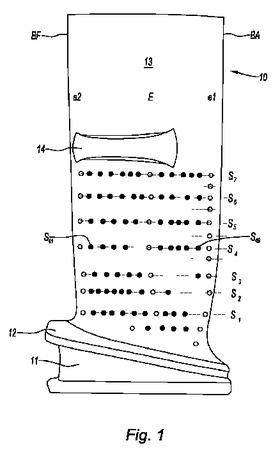
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
ビレットのバリ、カエリ除去装置
【課題】切断後のビレットにバリ除去、カエリ除去をして、高品質の鍛造品を得ることが可能で、しかも大量生産ができるビレットのバリ、カエリ除去装置を提供する。
【解決手段】本発明のビレットのバリ、カエリ除去装置は、搬入コンベア4により切断されたビレット3を供給する。定位置に位置決めされたビレットを開閉自在な把持装置5,6により把持する。把持ローラー31により回転可能に把持されたビレットを上下移動装置17により上昇させ、一対のベルト研削装置11,12へ水平移動装置8により移動させる。移動過程でビレット両端部の縁部のバリ、カエリを同時に研削ベルト13で除去する。バリ、カエリの除去されたビレットを搬出コンベア9,10で搬出する。搬出されたビレットをビレット回収装置18で搬入コンベア4に戻す形で回収する。
(もっと読む)
面取り装置およびステンレススチール板の面取り方法
【課題】ステンレススチール板の表裏の面に加工痕痕を残すことなく効率良く切断端面に面取り加工を施すことのできる面取り装置を提案すること。
【解決手段】面取り装置1では、搬送機構10によって搬送されるステンレススチール板9の切断端面9aの上下の角9b、9cが、搬送路上に配置されているベルトサンダー40B、40Aのサンディングベルト41B、41Aによって研削され、切断端面9aに面取り加工が施される。手作業によって切断端面9aにサンダー掛けしてバリ取りおよび面取りを行う場合に比べて効率良く面取り作業を行うことができる。面取りローラを金属板に押圧しながら転動させてその切断端面を塑性変形させて面取り加工を行う場合のような加工痕が金属板などの板材の表裏の面に残ることがない。
(もっと読む)
1 - 10 / 29
[ Back to top ]