
国際特許分類[B24B49/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | ドレッシング工具の存在を考慮したもの (39)
国際特許分類[B24B49/18]に分類される特許
21 - 30 / 39
研削装置及び研削装置の観察方法
【課題】 研削装置の状態を常時観察できる研削装置及び研削装置の観察方法を提供することである。
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削砥石が配設された研削ホイールを有する研削手段と、研削領域に研削水を供給する研削水供給手段とを備えた研削装置であって、前記チャックテーブルに保持されたウエーハの研削によって発生する研削屑を含んだ研削水によって研削状態を観察する観察手段を具備したことを特徴とする。
(もっと読む)
半導体集積回路装置の製造方法

【課題】半導体集積回路装置の製造におけるCMP工程に用いられる研磨パッドは比較的高価なものであり、不要な交換は避ける必要がある。したがって、このパッドの磨耗量を正確に測ることが重要となっている。しかし、光による通常の測定では、スラリの存在が障害になり、接触型センサによるものでは、汚染物の溶出が問題となる。
【解決手段】CMP工程においてドレッサ稼働中にドレッサの高さ位置を計測することにより間接的に研磨パッドの磨耗量または厚さを検出し、それによって、研磨パッド交換時期の適正化を図る。
(もっと読む)
研削盤
【課題】ツルーイング前後において砥石車の研削面と接触検知ロールとの接触を検出することにより、砥石車の研削面の実際のツルーイング量を正確に把握する。
【解決手段】ツルーイング前に砥石車21を前進させ、接触検知ロール33との接触による接触信号が送出されたときに、砥石台20のツルーイング装置30に対する第1相対位置を検出し、砥石車の研削面をツルーイングロール32に対して所定切込み量切り込んでツルーイングした後に、砥石車を前進させ接触信号が送出されたときに、砥石台のツルーイング装置に対する第2相対位置を検出し、砥石車のツルーイング前の半径から第1相対位置と第2相対位置との差を減算することによりツルーイング後の砥石車の半径を求める。ツルーイングロールのツルーイング前の半径から、所定切込み量から第1相対位置と第2相対位置との差を引いた値を減算することによりツルーイングロールの半径を求める。
(もっと読む)
ワークの精密仕上げのための精密加工装置
【課題】精密加工装置を改善して、ロット数のそれぞれ異なるワークの種々の各仕上げ加工作業を経済的かつ効率的に実施できるようにする。
【解決手段】精密加工装置の回転テーブル5は第1の回転位置Iを有し、該回転位置ではワーク2を工具4によって加工し、第2の回転位置を有しており、該回転位置ではワークは、第1の装入兼取り出し部位8でワークスピンドル7から取り出され、若しくはワークスピンドルに装着され、第2の回転位置と異なる第3の回転位置を有し、該回転位置ではワークは、第2の装入兼取り出し部位9でワークスピンドルから取り出され、若しくは該ワークスピンドル7に装着されるようになっている。
(もっと読む)
複数の半導体ウェハを同時に研削するための方法
【課題】ウェハの局所的な厚さの変化を回避する。
【解決手段】複数の半導体ウェハの両面を同時に研削するための方法において、それぞれの半導体ウェハが、転動装置によって回転させられる複数のキャリヤのうちの1つのキャリヤの切欠きにおいて自由に可動でありかつこれによりサイクロイド状の軌道上を移動させられるように配置されており、半導体ウェハが、回転するリング状の2つの作業ディスクの間で材料除去形式で機械加工されるようになっており、それぞれの作業ディスクが、固定と粒を含む作業層を有しており、作業層の間に形成された作業ギャップの形状が、研削の間に決定され、少なくとも1つの作業ディスクの作業領域の形状が、作業ギャップが所定の形状を有するように作業ギャップの測定されたジオメトリに応じて機械的に又は熱的に変化させられる。
(もっと読む)
半導体製造プロセスの制御方法及び研磨装置
【課題】 コンディショナーの切削レートを高精度かつ簡便に管理することができ、研磨パッドの切削レートから見たコンディショナー使用限界(寿命)管理を可能とすること。
【解決手段】 研磨装置は、研磨パッドの凹凸(溝深さ)を測定する光学式変位計を有する。これにより研磨パッドの目立てに用いられるコンディショナーの切削レートを高精度かつ簡便に管理することが可能となる。変位計の出力データから、研磨レシピのコンディショナー荷重へフィードバックすることにより、コンディショナーの累積使用時間に依存しない安定した切削レートを維持することが可能となる。
(もっと読む)
研削盤
【課題】一定条件の下で、AEセンサ16はワークwの研削中における研削抵抗に比例した出力を発生するという知見に基づいて能率的且つ高精度な研削を可能とするほか研削砥石10の効率的なドレスを可能とする。
【解決手段】ワークwの研削中に研削抵抗に対応した出力を得るものとしたAEセンサ16を設けると共に、該AEセンサ16の出力に基づいて研削中の研削抵抗が特定値を超えないように研削砥石10とワークwの相対変位を制御するものとした砥石送り制御手段24を設ける。またAEセンサ16の出力から検出された研削中の研削抵抗の大きさが特定値を超えたときに研削砥石10のドレスを行わせるものとしたドレス制御手段26を設ける。
(もっと読む)
砥石の接線研削抵抗測定方法、砥石寿命判定方法及びツルーイング完了確認方法並びに砥石寿命判定装置及びツルーイング完了確認装置
【課題】砥石寿命を正確に判定することができる砥石の接線研削抵抗測定方法、砥石寿命判定方法及びツルーイング完了確認方法並びに砥石寿命判定装置及びツルーイング完了確認装置を提供する。
【解決手段】砥粒をボンドで結合した砥石層が円盤状コアの外周面に形成された砥石の接線研削抵抗測定方法である。砥粒の最表面から砥粒切れ刃の切込み深さにおける平均砥粒断面積を得る断面積取得工程S10、S11と、平均砥粒断面積を底面積、切込み深さを高さとする砥粒の切れ刃の円錐モデルを想定し、円錐モデルの頂角の1/2である半頂角に対する正接を計算する正接計算工程S12と、研削パラメータを設定するパラメータ設定工程S13と、研削パラメータ及び正接から接線研削抵抗を計算する接線研削抵抗計算工程S14とを備える。
(もっと読む)
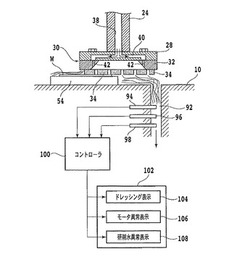
研削装置
【課題】 ワークの形状や研削条件などによらない判定が可能であり、しかも、ドレスのタイミングを適切に判定することができる研削装置を提供する。
【解決手段】 研削抵抗のワーク送り方向成分Fnを測定する研削抵抗測定手段11と、モータ電流Isを測定するモータ負荷測定手段12と、測定された研削抵抗Fnのプロファイルとモータ電流Isのプロファイルとを使用してその相似度を求める相似度演算手段14と、得られた相似度が所定値を超えたときに砥石2のドレス指示信号を出力するドレス指示手段15とを備えている。
(もっと読む)
研磨物品、CMPモニタリングシステム及び方法
本開示は、化学機械研磨(CMP)に有用な研磨物品に関し、この物品は、対向する主表面を有する基材と、主表面の少なくとも1つの少なくとも一部分にオーバーレイする研磨材と、基材の近くに位置付けられた、CMP情報を提供するための手段と、基材の近くに位置付けられかつCMP情報をリモートレシーバに送信するように適合されたトランスミッタとを包含する。本開示はまた、CMP情報を通信するための手段を有するCMPパッドコンディショナー、CMPプロセスモニタリングシステム、及びCMPパッドをコンディショニングするための方法に関する。  (もっと読む)
(もっと読む)
21 - 30 / 39
[ Back to top ]