
国際特許分類[B24B49/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | ドレッシング工具の存在を考慮したもの (39)
国際特許分類[B24B49/18]に分類される特許
11 - 20 / 39
回転体の表面粗さの測定方法、砥石における砥粒の突き出し量の測定方法、及び研削盤
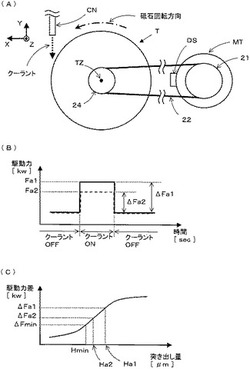
【課題】ワークを研削することなく、砥石の砥粒の突き出し量をより容易に測定することが可能な、砥石における砥粒の突き出し量の測定方法、及び、求めた砥粒の突き出し量に基づいて適切な時期にドレッシングを行うことができる研削盤、更に、砥石の砥粒の突き出し量に限定されず、より容易に回転体の表面粗さを測定する方法を提供する。
【解決手段】回転体を回転駆動する駆動力を検出可能な駆動力検出手段DSを用い、回転駆動される回転体の表面に液体を注ぎ、液体を注いでいる場合と注いでいない場合とにおける駆動力検出手段を用いて検出した駆動力の差、あるいは液体を注いでいる場合における駆動力検出手段を用いて検出した駆動力、に基づいて回転体の表面粗さを求める。
(もっと読む)
砥石成形方法

【課題】成形手段による不要な砥石の切削量を低減させ、作業効率と砥石の寿命をより向上させることができる砥石成形方法を提供する。
【解決手段】成形手段TRと砥石Tとが接触していることを検出可能な接触検出手段ASと、成形手段に対する砥石の相対移動先の位置を検出可能な位置検出手段EZと、移動手段を制御する制御手段と、を用いて、回転している砥石を成形手段にて成形する砥石成形方法であって、制御手段は、成形手段に対して相対的に近づく方向に砥石を第1所定距離だけ接近させ、接近時における接触検出手段からの接触検出信号と位置検出手段からの位置検出信号を記憶した後、成形手段に対して相対的に遠ざかる方向に砥石を第2所定距離だけ移動させて成形手段と砥石とを離間させる第1のステップと、接近時に記憶した接触検出信号に基づいて、接近時において成形手段と砥石とが接触していたか否かを判定する第2のステップと、を有する。
(もっと読む)
ウェーハ研磨装置及びウェーハ研磨方法
【課題】リテーナリングの摩耗量を高精度に管理することによって、リテーナリングの交換頻度の最適化を図ることができるCMP装置を提供する。
【解決手段】任意のタイミングにおけるウェーハWと研磨パッド7との当接位置と、研磨パッド7及びリテーナリング9の交換直後におけるウェーハWと研磨パッド7との当接位置との関係から研磨ヘッド3の移動距離を算出する。任意のタイミングにおけるドレッサ装置4と研磨パッド7との当接位置と、研磨パッド7の交換直後におけるドレッサ装置4と研磨パッド7との当接位置との関係からドレッサ装置4の移動距離を算出する。研磨パッド3及びドレッサ装置4の移動距離からリテーナリング10の摩耗量を算出する。
(もっと読む)
コンディショニングディスクの摩擦係数を測定する装置および方法
【課題】コンディショニングディスクの摩擦係数を容易かつ正確に測定する装置と方法を提供する。
【解決手段】この装置は、重量のある剛性材料からなるベース手段(36)と、前記ベース手段(36)上に設けられたディスク摩擦手段(39)と、前記ディスク摩擦手段(39)のディスク摩擦面に沿って前記コンディショニングディスク(52)を移動する移動手段(48)と、前記移動手段に対してコンディショニングディスク(52)を固定する固定手段(50)と、前記ディスク摩擦面に沿って前記コンディショニングディスク(52)を移動する前記移動手段(48)を駆動する駆動手段(41)と、前記移動するコンディショニングディスク(52)によって前記ディスク摩擦面に加えられる摩擦力を測定する測定手段(28)とを備える。
(もっと読む)
研削方法
【課題】 良好な品質で研削を行う。
【解決手段】 (a)作用面上の周方向に沿って第1の方向が固定的に画定された砥石であって、作用面上に交差するドレッシング痕が形成されないように、作用面をドレスされた砥石を準備する。(b)被研削面に第2の方向が固定的に画定された研削対象物を準備する。(c)ドレスされた砥石の作用面を研削対象物の被研削面に接触させ、砥石を回転させながら、回転する砥石の作用面が第2の方向と平行な方向に沿って、研削対象物の被研削面上を移動するように、砥石と研削対象物とを相対的に移動させて、研削対象物の被研削面を研削する。工程(c)は、(c1)砥石が研削対象物の被研削面と接触する位置における第1の方向と、第2の方向とを同一の方向とする条件で、砥石を、第1の方向に回転させるとともに、研削対象物上を第2の方向に移動させる工程を含む。
(もっと読む)
研削盤
【課題】ツルーイング回数を減少することにより、加工コストの低減と加工時間の短縮を可能にした研削盤を提供する。
【解決手段】複数の砥石を備え、工作物に対して粗研削加工と仕上げ研削加工とを行い得るようにされた研削盤において、砥石のうち仕上げ研削加工に用いる仕上げ研削加工用砥石の研削面の状態が限界状態であることを判断する閾値を記憶する閾値記憶部と、仕上げ研削加工用砥石の研削面の状態を検出する検出手段とを備えている。制御手段は、検出手段の検出結果が閾値に到達したときに、その時まで仕上げ研削加工に使用していた砥石の研削面にツルーイングを行うことなく、以後、当該砥石を粗研削加工用砥石として使用し、その時まで粗研削加工に使用していた砥石の研削面にツルーイングを行った後、当該砥石を仕上げ研削加工用砥石として使用するように制御する。
(もっと読む)
ポリッシング装置
【課題】 修正ツールに中ぐり加工を施すことなく、それがポリッシング盤に及ぼす圧力を調整することのできるポリッシング装置を提供する。
【解決手段】 本発明に係るポリッシング装置20は、被加工物をポリッシングするポリッシング盤22と、ポリッシング盤22の表面形状を修正する円盤状の修正ツール26と、修正ツール26の外周面に回転力を与えて修正ツール26を回転させる駆動ローラー60とを有するポリッシング装置において、修正ツール26の上面を底面とする液槽103が設けられ、液槽103に入れられる液体の量により修正ツール26のポリッシング盤22に及ぼす圧力が調整される。
(もっと読む)
研削砥石
【課題】 砥石層の摩耗過程の高精度な検出が可能な研削砥石を提供する。
【解決手段】 工作物を砥石層62の研削面62aにより研削加工する研削砥石60は、前記砥石層の研削方向厚さに応じて研削面の面性状が変化するように砥石層を形成して該砥石層の摩耗過程を検出可能に構成されている。このため、砥石層の研削面の面性状の変化を例えばツルーイング毎に検出することにより、砥石層の摩耗過程を検出して砥石層の研削方向厚さを高精度に補正することができる。よって、研削砥石の研削先端位置を常に正確に求めることができ、研削砥石を早送り速度から研削送り速度に切り替えた後、研削開始までのエアーカット量を減少させて研削加工時間を短縮させることができる。さらに、研削砥石を早送りする際に工作物との砥石衝突を未然に防止することができる。
(もっと読む)
研削加工方法及び研削加工装置
【課題】加工条件の設定が不適切な場合でも、継続的に研削作業を行えるようにする。
【解決手段】砥石24を回転駆動し、砥石24をワーク1に対して切込み送りすると共に砥石駆動モータ26の研削電力を電力検出回路32により検出し、この検出電力が予め設定された電力値であって非常停止電力値Pmよりも低い送り停止電力値P1に達すると、砥石24を回転駆動させた状態で切込み送りのみを停止させ、その後に検出電力値が予め設定された電力値であって送り停止電力値P1よりも低い送り再開電力値P2まで低下すると、砥石24の切込み送りを再開させるように、NC装置35により砥石24の切込み送り動作を制御するようにした。
(もっと読む)
研削盤
【課題】砥石車43の外径に応じて砥石車43の外周面形状が変化する研削を行う研削盤において、高精度な研削が可能となる砥石車43のドレッシングを行う研削盤を提供する。
【解決手段】砥石車43の外径を検出する砥石外径検出手段61と、砥石外径検出手段61により検出された砥石車43の外径に応じた砥石車43の外周面形状を取得する面形状取得手段62と、面形状取得手段62により取得された砥石車43の外周面形状に基づいて砥石車43を成形する砥石成形手段63とを備える。
(もっと読む)
11 - 20 / 39
[ Back to top ]