
国際特許分類[B24B53/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027) | 研磨工具または砥石車の円筒面または円錐面のためのもの (85)
国際特許分類[B24B53/04]の下位に属する分類
一個または二個以上のダイヤモンドを備えたもの (12)
ロータリードレッサーを用いるもの (39)
国際特許分類[B24B53/04]に分類される特許
1 - 10 / 34
研磨方法及び研磨装置
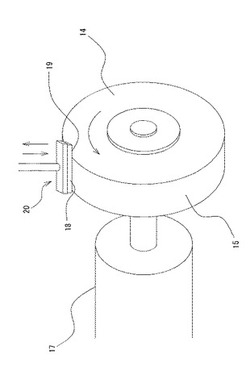
【課題】硬質材料の研磨を効率よく行うことができる研磨方法及び研磨装置を提供する。
【解決手段】多数の砥粒16を含有した砥石14と、砥石車14を回転駆動させる駆動部17と、を備える研磨装置10を用いて被研磨部材23を研磨するに際し、砥石14の研磨面15の目つぶしを行う目つぶし部材18と、目つぶし部材18を保持固定し、移動可能に備えられた目つぶし部材保持手段20と、駆動部17及び目つぶし部材保持手段20を制御する制御部を備えたものを用い、被研磨部材23の研磨の際に、制御部によって、目つぶし部材保持手段20を移動させて目つぶし部材18を研磨面15に常時押し当て、砥粒16の目つぶれの状態が一定になるように制御しながら被研磨部材23を研磨する。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置

【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
首振り型の砥石成形装置
【課題】首振りロータリードレッサ装置と首振り単石ダイヤモンドドレッサ装置を一体化した砥石車成形用ドレッシング装置。
【解決手段】砥石車17の研削面に対して成形砥石27a,29aの角度調整をサーボモータ駆動により旋回軸14を旋回させることにより成形砥石台8を旋回させて行わせる角度調整機構12を有し、旋回軸14の軸心の長手方向先端に前記成形砥石台8を設け、この成形砥石台8にロータリー成形砥石27aと単石ダイヤモンド砥石29aをロータリー成形砥石27aの直径面が前記砥石車17の直径面と平行となるように、かつ、ロータリー成形砥石27aの直径を含む垂直面が単石ダイヤモンド砥石29aの成形軸心面を含むように支持ア−ム8b,8cを利用して並設した首振り型の砥石成形装置100。
(もっと読む)
電解ドレッシング装置
【課題】電解ドレッシングによる砥石表面の形状崩れを抑制して研削精度を向上させる。
【解決手段】回転砥石20に近接して電極部材32が設けられており、この電極部材32には回転砥石20の研削面20aに対向する円弧状の電極面32aが設けられる。この電極面32aの一端側にはブロック部材51が取り付けられ、電極面32aの他端側にはブロック部材52が取り付けられる。また、電極部材32にはクーラント流路53が形成され、このクーラント流路53はブロック部材51,52間の電極面32aに開口する。これにより、電極面32aと研削面20aとの間隔を一定に保つことが可能となり、電極面32aと研削面20aとの間に介在するクーラント量のバラツキを抑制することが可能となる。したがって、研削面20aを均一にドレッシングすることができ、研削面20aの形状崩れを防止してワークの研削精度を高めることが可能となる。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
ドレッシング方法およびドレッシング装置
【課題】金属を研削することでドレッシングする方法において、砥粒突出し高さを研削能率に関わらずに設定できるドレッシング方法およびドレッシング装置
【解決手段】ドレッシング装置8のアーム82を旋廻軸心aの廻りで旋廻させることで、ドレッシング板84の厚さ方向と砥石車7の切込みの方向とがなす交差角度θを可変とする。交差角度θを砥石車7の砥粒先端からボンド表面までの距離である砥粒突出し高さにより決定する。ドレッシング初期は交差角度θが小さい角度でドレッシング板84を研削し、その後、交差角度θを大きくしてドレッシング板84を研削する。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
ドレッシング方法および研削盤
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法および研削盤
【解決手段】砥石車7で回転するドレッシングロール10を研削し、砥石車7とドレッシングロール10の接触弧の長さを所定の接触弧長さとすることで、ドレッシング後の砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の量とする。さらに、ドレス初期はドレッシングロール10の回転当りの砥石切込みを小さくし、ドレッシングの進行に伴い砥石切りこみを大きくする。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
研削装置
【課題】簡単かつ安価な構成で砥石車の付着物等の外部飛散をより確実に防止でき、またワークの寸法測定などの作業をより広い作業空間を確保しつつ行えるようにする。
【解決手段】研削装置は、ワーク20を保持するためのチャック18を備えた主軸と、加工ヘッド40と、この加工ヘッド40をX、Z軸方向に移動させるための駆動モータ34、38等のヘッド移動手段と、ワーク着脱時などに砥石車48を覆うための砥石カバー60とを備える。砥石カバー60は、その可動領域内であって主軸の軸線からX軸方向に外れた位置に配置されており、加工ヘッド40のZ軸方向の移動に伴い砥石車48が挿入されるようにZ軸方向に開口しかつこの開口から挿入される砥石車48をその全周に亘って径方向外側から覆うとともに先端側から覆うことが可能な形状を有する。
(もっと読む)
1 - 10 / 34
[ Back to top ]