
国際特許分類[B24D7/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削,バフ加工,または刃砥ぎ用工具 (3,522) | 周面以外で加工する砥石車または砥粒塊を装着した車,例.前面を使用するもの;そのためのブッシングまたはその取付け (526) | 特殊な型の車 (118)
国際特許分類[B24D7/18]に分類される特許
1 - 10 / 118
光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法
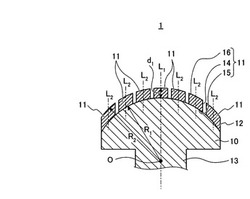
【課題】砥石が磨耗しても互いに隣接する砥石間の間隔が変化しない光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法を提供する。
【解決手段】光学素子加工用工具は、光学素子の研削又は研磨用の光学素子加工用工具1であって、各々が柱状体の少なくとも1つの端面を球面形状に成形した形状をなす複数の砥石11と、複数の砥石11の固定領域12を有する保持部材10とを備え、複数の砥石11は、各砥石11の中心軸が保持部材10の中心軸と平行になるように第1の面15において固定領域12に固定され、第2の面16は、光学素子の加工目標形状に対応する球面形状をなしている。
(もっと読む)
ワーク切削具

【課題】ワークを差込めば、切削部に押し当てたワークを回転させなくても球状、円錐状、円錐台形に切削可能とし、切削効率の向上を図る。
【解決手段】基体にワークを差込み可能な切削凹部を設け、切削凹部の内周面に切削刃物又は切削砥粒等の切削物を設け、切削凹部内に差込んだワークを前記切削部に押し当てた状態で基体を回転させると、ワークを切削凹部の内周面形状に沿って切削可能とした。切削凹部にワークを切削可能な入口側切削部と入口側切削部よりも内径の小さい奥側切削部を切削凹部の内周面に二段以上連設し、両切削部を入口側切削部から奥側切削部にワークを連続押し込み可能に連設した。入口側切削部と奥側切削部を、入口側切削部から奥側切削部にワークを連続押し込みできない階段状に設けた。切削凹部内に切り粉を排出可能な排出口又は一時的に溜めておく溜め空間を設けた。
(もっと読む)
穿孔方法、制御方法、穿孔装置
【課題】コンクリート構造物に穿孔する際に、コンクリート構造物内に埋設されている各種の配管等を切断したり傷付けたりするのを防止する。
【解決手段】コンクリート構造物65に孔を形成するための穿孔方法であって、穿孔面が平面で形成されるとともに、軸線方向に貫通するコア孔が設けられ、かつ、該コア孔の内外を貫通する孔又はスリットが少なくとも1箇所に設けられる円柱状の砥石ビット55を用い、流体供給手段45により前記コア孔を介して前記穿孔面に流体を供給しながら、該砥石ビット55を回転させつつ推進させることにより、前記コンクリート構造物65に孔を形成する。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
歯車研削用ねじ状砥石及び歯車研削方法
【課題】簡素な構成で、歯車を高精度に研削することができる歯車研削用ねじ状砥石及び歯車研削方法を提供する。
【解決手段】ワークW1に噛み合いながら回転することにより、当該ワークW1を研削する歯車研削用のねじ状砥石20において、ワークW1を研削するねじ状砥石21と、このねじ状砥石21と同軸上で連結され、当該ねじ状砥石21により研削されたワークW1を研削するねじ状砥石22とから構成し、ねじ状砥石21,22に対して、砥石幅方向に所定の長さで区画した複数の研削範囲L1,L2を設定し、ねじ状砥石21,22の各研削範囲L1,L2を、ワークW1の1個当たりの使用範囲とする。
(もっと読む)
ドリル用ドレッサー
【課題】ガラス板に孔加工を施すドリルが細い場合であっても、ドリルに曲げなどの破損を生じさせることなく、ドリルの研削部に対して確実にツルーイングを施すことが可能なドレッサーを提供する。
【解決手段】結合材に砥粒を分散保持してなる研削部7でガラス板に孔加工を施すドリル6に対して、ツルーイングを施すツルーイング部2を有するドリル用ドレッサー1であって、ツルーイング部2が、ドリル6の研削部7の砥粒よりも弱い結合力で、結合材に砥粒を分散保持してなる。
(もっと読む)
研磨シート及びその作製方法、並びにレンズ研磨皿の作製方法
【課題】研磨台皿からの剥がれを抑制することができる研磨シート及びその作製方法、並びに、レンズ研磨皿の作製方法を提供する。
【解決手段】研磨シートは、レンズ研磨皿の研磨台皿に貼り付けて使用される研磨シート20であって、外周側から中心に向けて入れられた複数の切り込み22により周縁部21が複数の花弁状に分割された花冠形状を有し、該周縁部21は湾曲している。この研磨シート20は、研磨シートの原材料である研磨シート部材から花冠形状を成形し、該花冠形状に成形された研磨シート部材を、第1の型に設けられた第1の湾曲面、及び第1の型と対をなす第2の型に設けられ、第1の湾曲面に対応する形状を有する第2の湾曲面により挟んだ状態で所定時間保持して湾曲させることにより作製される。
(もっと読む)
ギヤホーニング砥石の製作方法、および外歯歯車のギヤホーニング加工方法
【課題】所要の形状精度を有するギヤホーニング砥石を低コストに製作する。また、上述のようにして製作したギヤホーニング砥石を用いて、高精度なギヤホーニング加工を低コストに実施する。
【解決手段】本発明に係る外歯歯車のギヤホーニング加工方法は、使用済みのシェービングカッタの外歯表面に砥粒を電着する(B)電着工程と、砥粒を電着したシェービングカッタを用いてギヤホーニング砥石の内歯を成形する(C)内歯成形工程と、内歯を成形したギヤホーニング砥石をギヤホーニング加工装置に取り付け、取り付けた状態のギヤホーニング砥石に対してドレス加工を施す(D)ドレス加工工程と、ドレス加工を施したギヤホーニング砥石を用いて、外歯歯車にギヤホーニング加工を施す(E)ギヤホーニング加工工程とを具備する。
(もっと読む)
電着工具
【課題】歯形の表面に砥粒層が形成された電着工具において、この砥粒層に研削油剤を確実に保持してワークの加工部位に供給し、加工時に発生する切粉や加工熱を効率的に除去することが可能な電着工具を提供する。
【解決手段】台金1に形成された歯形2の表面に砥粒3aが電着されて砥粒層3が形成されてなる電着工具であって、砥粒層3の表面に多数のディンプル4を形成する。ディンプル4は、砥粒3aの平均粒径よりも径Xが大きく、かつ深さYが浅く形成されている。
(もっと読む)
光ファイバーの先端部の加工装置および光ファイバーの先端部の加工方法
【課題】光ファイバーの先端部が精度良く曲面加工できる加工装置を提供する。
【解決手段】加工装置10は、頂上14aに向かって凸である曲面を有するとともに、少なくとも頂上14aおよびその周囲にダイヤモンド砥石の被覆層14cを有する研磨部14と、頂上14aを通過する回転軸Aで研磨部14を回転させる回転部と、光ファイバー12の先端部12aを頂上14aに誘導するガイド部16とを備える。ガイド部16は、研磨部14と対向するように設けられ、光ファイバー12の外径の大きさとほぼ同じ大きさの内径を有する孔24aが形成された管部24を備える。さらに、ガイド部16は、研磨部14とは反対側で管部24に接続された光ファイバー12の導入部26を有し、導入部26はその中心に孔26aを備え、孔26aの内径の大きさは、管部24から離れるにつれて同じままであるか、大きくなっていく。
(もっと読む)
1 - 10 / 118
[ Back to top ]