
国際特許分類[B26F1/44]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 切抜;型抜 (459) | 刃部;ダイ (242)
国際特許分類[B26F1/44]の下位に属する分類
組立式ナイフ (2)
国際特許分類[B26F1/44]に分類される特許
101 - 110 / 240
ダイカッタの抜き型
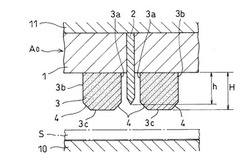
【課題】シート打抜き時に、シートを弾性的に押える弾性体のエッジ部が打抜き刃によって切断されないようにした抜き型を提供することである。
【解決手段】ダイプレート1に植設された打抜き刃2を挟む両側の近接部位に、その打抜き刃2の刃の丈より高さが高い平面角形の弾性体3を設ける。弾性体3のシート押圧面3cと打抜き刃2に対向する側面3aとの交差部(エッジ部)に面取り部4を設け、弾性体3がシートSを押さえ、打抜き刃2側に倒れる状態で弾性変形しても、シート押圧面3cと側面3aの交差部が打抜き刃2の下方に臨まないようにする。
(もっと読む)
打抜き刃

【課題】 粘着剤層の積層されたフイルムシート、紙、等を、打抜き、切断する際に非粘着性を保持し、刃の切れ味が良く、切断面が滑らかで、粉塵の発生が少ない、非粘着目的の帯状の打抜き刃を提供する。
【解決手段】従来の非粘着目的の帯状の打抜き刃は塗装する前処理でショットブラスト加工を施す、また刃先先端部に糸面状にマスキングを施し塗料の付着を防ぎショットブラスト加工を施す、前記の方法の場合にはショットブラスト加工で刃先が凹凸になる、またマスキングを施すにはコストが高価になりマスキングの幅も不均等で欠点が明らかである。本発明はショットブラスト加工を施すことなく、傾斜勾配部分の塗装の密着性を保持して、刃先鏡面部分の幅が均等で前処理の空打ちで塗装部分が剥離し、切れ味の良い、切断面が滑らかで、粉塵の発生が少なく、安価に提供できる、帯状の打抜き刃。
(もっと読む)
成形シートの抜刃型
【課題】樹脂成型シートの抜刃型の据付位置を正確かつ迅速に定める。
【解決手段】基板1上に枢軸11を介して水平方向に遥動自在な抜刃型7と該抜刃型上に付勢部材20を介して垂直方向に遥動自在なガイド部材16とを設けると共に、前記基板上には前記ガイド部材の挿通穴33を有する押圧板30を配置し前記抜刃型を上方から押圧することにより樹脂成形体を打ち抜くように構成した。
(もっと読む)
フレキシブルダイ
【課題】加工対象シートにハーフカット加工を好適に行うことが可能なミシン刃を備えたフレキシブルダイを提供する。
【解決手段】
マグネットロールに装着して加工対象シートをハーフカット加工するために用いられるフレキシブルダイ1であって、フレキシブルダイ1の表面に、カット部2aとハーフカット部2bとが交互に連続するミシン刃が形成されており、このミシン刃2のカット部2aとハーフカット部2bのそれぞれの刃先が、平面視で一直線上に配置されている。
(もっと読む)
箔押用金型および箔押方法
【課題】箔押において箔片の材料に制約を受けることなく箔切れを向上させる箔押用金型を提供する。
【解決手段】箔のシートの表面を押圧して所定形状の箔片に切断し、箔片をシートの裏面側に設けた被転写体に押圧して被転写体に接着する箔押用金型である。箔押用金型10は、箔片と同形同大の輪郭を有する押圧部11を備え、押圧部11の縁に、押圧方向へ突出する刃部12を全周に亘って設けた。
(もっと読む)
モジュール電池の分解方法
【課題】
モジュールを効率良く、容易に開封する方法を提供する。
【解決手段】
二次電池の単位セル11が複数個積層され、かつ接続された構成を有するラミネート型電池12と前記ラミネート型電池12を収容する外装ケース15とを含むモジュール1を、プレス機に固定し、さらに前記プレス機の可動部に取り付けられた型抜き刃2により前記外装ケース15の一方の面の外縁に沿って切断するモジュールの分解方法。
(もっと読む)
抜き型用金属刃
【課題】
金属板または金属ブロックを削り出すことにより作製された薄状体抜き型用金属刃に関し、具体的には、削り出しにより作成した、刃こぼれしにくく、かつ刃全体が頑丈な薄状体抜き型用金属刃を提供する。
【解決手段】
金属板または金属ブロックを削り出すことにより作製された薄状体抜き型用金属刃1であって、台座11と台座11上に形成された刃高が1.5mm以上、10.0mm以下の刃12とからなり、前記刃の少なくとも片側面が、刃高の三分の一以下の高さから、少なくとも刃高の三分の二以上の高さにわたる領域が、膨出曲面により形成されていることを特徴とする。
(もっと読む)
カートンブランク用打ち抜き型における打ち抜き刃の構造
【課題】 カートンブランク用の打ち抜き型において、カートンブランクの打ち抜きにより形成される屈曲部の切目線が、当接する打ち抜き刃の連続により鋭利な切目線の連続となるとともに、打ち抜き刃の欠損による必要のない「刃止め」状態の発生や、これに伴う「紙めくれ」等のブランク表面状態の汚損や、開封開始部分の機能を損うことのない、カートンブランク切目線屈曲部の打ち抜き型における打ち抜き刃構造を提供する。
【解決手段】 帯状鋼板の一側縁を切刃とする打ち抜き刃及び刃先部を持たない罫押し刃が台板に埋め込まれて構成される打ち抜き型において、一対の打ち抜き刃のそれぞれ一端縁同士が当接することにより形成される屈曲部が、前記屈曲部の角度を二等分する角度でそれぞれ対称的に切削形成した端面同士の当接により形成されることを特徴とするカートンブランク用打ち抜き型における屈曲部の打ち抜き刃の構造。
(もっと読む)
カートンブランク用打ち抜き型における打ち抜き刃の構造
【課題】 当接する打ち抜き刃の切刃の連続により鋭利な切目線の連続となるとともに、打ち抜き刃の欠損による不要な「刃止め」状態の発生や、これに伴う「紙剥け、紙捲れ」等ブランク表裏面状態の汚損のない、カートンブランク切目線当接部の打ち抜き型における打ち抜き刃の構造を提供する。
【解決手段】 第1打ち抜き刃に第2打ち抜き刃が交差当接し、第2打ち抜き刃の当接する端面を交差当接する角度もしくは形状で面取りし、第1打ち抜き刃の側面に全高に亘り、少なくとも第2打ち抜き刃の当接する面の幅と、第1打ち抜き刃の厚さの略半分で且つ切刃部の刃先を残した深さとからなる溝状部を穿設形成し、第2打ち抜き刃の端面を第1打ち抜き刃の溝状部内に挿入当接して、第1打ち抜き刃の切刃部と第2打ち抜き刃の切刃部とを連続させたカートンブランク用打ち抜き型における打ち抜き刃当接部の構造。
(もっと読む)
シート状部材の打抜き方法および打抜き装置
【課題】 複数枚重ね合せられたシート状部材を打抜く場合においても、打抜く際に発生するダストを低減できる、シート状部材の打抜き方法および打抜き装置を提供する。
【解決手段】 支持台10上に弾性変形可能なシート状部材である2次中間積層原反20を設置し、2次中間積層原反20の、少なくとも切断予定面より外側の領域を含む固定領域を、固定手段16、18によって固定し、前記切断予定面全体に該切断予定面に対する張力を発生させるような外力を、外力付与手段14によって2次中間積層原反20に付与し、前記固定および前記外力の付与を行なっている状態で、打抜き手段12によって、2次中間積層原反20を前記切断予定面で切断して打抜きを行うことで、打抜き手段12と2次中間積層原反20の切断面との摩擦を抑える。
(もっと読む)
101 - 110 / 240
[ Back to top ]