
国際特許分類[B29C33/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 被覆剤;離型剤,潤滑剤または分離剤 (403) | 離型剤の適用 (137)
国際特許分類[B29C33/58]に分類される特許
81 - 90 / 137
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
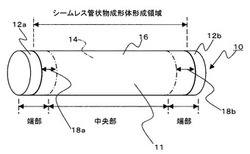
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置

【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
金型成形方法
【解決手段】固定型に対し可動型を型開きした後、固定型のパーティング面に対し可動型のパーティング面を型開閉方向に対し直交する横方向へ退避させるように可動型を型開き状態から横移動させて退避状態にする第一工程Aと、その可動型の退避状態で、固定型の注湯室に溶湯を注入すると同時に、固定型に離型剤を塗布するとともに、可動型から成形品を取り出した後に可動型に離型剤を塗布する第二工程Bと、この可動型を退避状態から横移動させた型開き状態を経て固定型に対し型締めした状態で、固定型の注湯室に注入された前記溶湯を固定型と可動型との間のキャビティで加圧して成形する第三工程Cとを経て前記成形品を製造する。
【効果】可動型の退避状態で、固定型に対する溶湯の注入と同時に、可動型からの成形品の取出しや固定型及び可動型に対する離型剤の塗布も行うことができるので、成形時間TSを短縮することができる。
(もっと読む)
筐体製造方法
【課題】好ましい触感の筐体の製造に適した筐体製造方法を提供する。
【解決手段】金型の壁面に、凹凸模様を有する型材を配置する工程と、上記金型に溶融材料を注入する工程と、上記溶融材料を硬化させ、成形体を形成する工程と、上記成形体から上記型材を分離する工程と、を有する。ここで、上記型材を上記壁面に配置する工程後、該型材に重ねて、樹脂フィルムを配置する工程を有することや、型材は、凹凸模様を有する織布であることが好ましい。
(もっと読む)
型内被覆組成物
【課題】1液で使用でき、容易かつ実用的に優れた型内被覆成形用組成物を提供する。
【解決手段】成分として、(A)変性ポリオレフィン、(B)少なくとも2個の(メタ)アクリレート基を有するオリゴマー、不飽和ポリエステル樹脂、又はエチレン性不飽和モノマー、(C)カルボン酸金属塩、リン酸エステル金属塩又はソルビトール誘導体、(D)重合開始剤、及び(E)離型剤を有する。また、(A)/(B)=70/30〜6/94(質量部)、及び (A)/(C)=100/0.01〜100/5(質量部)を満たす。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
円筒状芯体、ベルト管状体および画像形成装置
【課題】離型層の信頼性向上を図る。
【解決手段】円筒状芯体は、円筒状基体と、前記円筒状基体の表面に形成され樹脂を含有する離型層とを有し、前記離型層は、前記樹脂に層間剥離性を有するフィラーが含有され、前記フィラーは、前記樹脂100質量部に対し1質量部以上5質量部以下で含有され、さらに前記フィラーは、その表面が有機化処理されており、前記円筒状芯体を金型として用い、前記円筒状金型の表面に、樹脂を含有する樹脂溶液を塗布してベルト管状体が形成される。
(もっと読む)
円筒状芯体およびその製造方法、ベルト管状体および画像形成装置
【課題】脱型性の信頼性向上を図る。
【解決手段】円筒状芯体は、円筒状基体と前記円筒状基体の表面に形成された離型層とを有し、前記離型層の表面に存在する凹凸の凸部が研磨され、研磨後の離型層の表面粗さRaが0.1μm以上1.5μm以下であり、研磨後の離型層の凸部の平均間隔Smが20μm以上500μm以下であり、前記離型層の水に対する接触角が50°以上90°以下の範囲である。また、ベルト管状体は、上記円筒状芯体を円筒状金型として用い、前記円筒状金型の表面に、樹脂を含有する樹脂溶液を塗布して形成される。
(もっと読む)
成形用部材と離型膜形成方法
【課題】成形面に均一な膜厚の離型膜を形成することにより焼き付きや曇りのない高精度な光学成形品を得る。
【解決手段】成形用型10の成形面10aに離型剤12を用いて離型膜22を形成する離型膜形成方法において、成形用型10を加熱する工程(図1(a))と、成形用型10に離型膜22を形成する工程(図1(b))と、形成された離型膜22の厚み分布に起因する所望の形状からの誤差を測定する工程(図1(c))と、測定された誤差分の補正加工を行う工程(図1(d))と、を有する。
(もっと読む)
表皮材、その製造方法及び自動車内装用表皮材
【課題】板厚が均一であり、外観を損なわずに、しっとり感やスムース感などの触感を向上させ得る表皮材、その製造方法、及びそれを用いた自動車内装用表皮材を提供すること。
【解決手段】表皮材は、基材と、基材より表面側に配設される高分子材料含有層を有し、高分子材料含有層の表面に深さが30〜130μmである微小な凹部を有し、高分子材料含有層の表面の全投影面積基準で、凹部の投影面積の割合が5〜20%である。
表皮材の第1の製造方法は、シリコン系離型剤などが塗装された表皮材表面側形成用金型に、微粒子パウダーと分散剤とを含有する混合物を塗装し、次いで、高分子材料含有層形成用原料を塗装し、更に、表皮材裏面側形成用金型と表皮材表面側形成用金型とにより型閉じして、密閉空間を形成し、しかる後、密閉空間内に基材形成用原料を射出し、反応させ、型開きする。
(もっと読む)
81 - 90 / 137
[ Back to top ]