
国際特許分類[B29C39/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型内への材料の供給 (429)
国際特許分類[B29C39/24]に分類される特許
101 - 110 / 429
樹脂注型金型および注型品
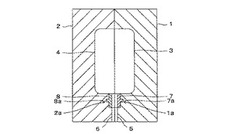
【課題】 注入口内の温度を金型温度よりも低下させ、硬化収縮時のキャビティー内への樹脂補充を行う。
【解決手段】 注型品を得る金型1、2と、金型1、2に彫られたキャビティー3、4と、キャビティー3、4と金型1、2の外側とを結ぶとともに、エポキシ樹脂のような熱硬化性樹脂をキャビティー3、4内に充填する注入口5、6とを備え、注入口5、6は、金型1、2よりも熱伝導率が小さいフッ素樹脂のような断熱部材7、8で構成され、樹脂温度を最も低く抑えることを特徴とする。
(もっと読む)
定量装置および定量方法

【課題】液状ゴム材料の飛散を抑制可能な定量装置を提供する。
【解決手段】定量装置10は、吐出口7aから下方に連続的に吐出された液状ゴム材料20を、吐出口7aの下方にある金型に定量する。また、定量装置10は、吐出口7aから金型への液状ゴム材料20の軌道内にある位置と、当該位置よりも下方にあり、液状ゴム材料20の軌道外にある位置と、の間を直進移動可能なロール1を有する。また、定量装置10は、ロール1を、液状ゴム材料20の軌道がロール1の表面と接する位置におけるロール1の表面の回転方向が重力方向とは反対方向になるように回転駆動させる駆動手段を有する。
(もっと読む)
タンク、該タンクを用いた研磨パッドの製造方法
【課題】 エアーボイドのない品質のよい研磨パッドを作製するために用いられるタンク、該タンクを用いた研磨パッドの製造方法、及び該製造方法により得られる研磨パッドを提供することを目的とする。
【解決手段】 樹脂組成物を収容するためのタンクにおいて、前記タンクは、2つ以上の胴体部材を連結部を介して枠状に連結することで構成されており、少なくとも1箇所の連結部には、隣り合う胴体部材同士を両開き可能に連結する開閉部材が設けられており、他の少なくとも1箇所の連結部には、隣り合う胴体部材同士を開き戸状に連結する連結部材が設けられていることを特徴とするタンク。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
発泡成形体の製造装置及び製造方法
【課題】複数の発泡成形の原料で発泡成形体を製造するときに、複数の原料の注入ヘッド同士の干渉を防止して発泡成形体の生産性を向上させる。
【解決手段】成形型10を搬送して、開放させた成形型10のキャビティ13に複数の原料を注入して発泡成形体を成形する。複数の注入ヘッドを順に、キャビティ13に設定された各原料の注入経路Tに沿って、成形型10の搬送方向Hの一方側から他方側に向けて移動させ、移動する注入ヘッドからキャビティ13に各原料を注入する。移動時には、前の注入ヘッドが搬送方向Hの一方側から離れて注入経路T中の所定位置まで移動したときに、次の注入ヘッドを搬送方向Hの一方側に移動させて注入経路Tに沿った移動を開始させる。複数の原料の注入後に成形型10を閉鎖して、キャビティ13内で発泡成形体を成形する。
(もっと読む)
複層断熱パネルの製造方法
【課題】複層断熱パネルを構成する硬質ポリウレタンフォーム層内部におけるクラックの発生を抑制可能な複層断熱パネルの製造方法を提供する。
【解決手段】フェノールフォーム層1、金網2、硬質ポリウレタンフォーム層3、アルペットシート4の順に積層され、かつ硬質ポリウレタンフォーム3が水発泡により製造される、複層断熱パネルの製造方法であって、すでに形成されているフェノールフォーム層1と金網2の表面に、硬質ポリウレタンフォーム層3を形成するために発泡原液が注入される閉じた注入空間10を形成し、この注入空間10の側面から発泡原液吐出用の高圧発泡機11のノズル12を水平状態に挿入し、発泡原液の吐出圧力を9〜12MPaとし、かつ、吐出量を40kg/分以下になるように設定したことを特徴とする。
(もっと読む)
クッションパッド及びその製造方法
【課題】上面層よりもコア層が積極的にたわむ特性を有し、且つ着座時のフィット感の優れたクッションパッドを提供する。
【解決手段】車両用シートに用いられるウレタンフォーム製のクッションパッドは、クッションパッドを第1層から第2n+1層(nは1〜5の整数)に等分に区分したときの上面層2である第1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)が0.065〜0.144であるとともに、コア層3である第n+1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)が0.052〜0.102である。そして、上面層2の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)に対する、コア層3の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)の比率が0.7〜0.8である。
(もっと読む)
成形方法、成形装置、成形型、ウェハレベルレンズアレイ、レンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、成形装置、成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材によって、一対の型部材の型面同士の間にウェハレベルレンズアレイの材料である樹脂を挟み込み、型面同士の間隔を狭めて樹脂を押圧し、樹脂を型面の形状に変形させる樹脂成形工程と、樹脂成形工程によって型面同士の間からはみ出した樹脂を取り除く除去工程と、を有する。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置
【課題】補強部材のうち、ガス抜き孔に対応する部分に発泡原料が含浸するのを確実に抑制すること。
【解決手段】製造装置10においてガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させて発泡体2を形成するとともに該発泡体2に補強部材3を一体に固着させることで、発泡成形体を形成する成形工程と、を有し、成形工程は、発泡原料が発泡し始めた後、発泡体2が形成される前に、ガス抜き孔12を通したキャビティ11内と外部との連通を遮断し、補強部材3においてガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、成形工程は、発泡した発泡原料にキャビティ11内が満たされたキャビティ充満時に、発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12を覆っている発泡成形体の製造方法を提供する。
(もっと読む)
レンズの製造方法およびレンズ
【課題】へこみや割れ等の欠陥の発生が無いレンズを提供する。
【解決手段】複数の凹部15が設けられている型13の部位に、液体状の紫外線硬化樹脂17を供給し(S1)、フィルム19を型13に設置し(S3)、紫外線を照射して紫外線硬化樹脂17硬化し(S5)、フィルム19を分離し(S9)、フィルム19が貼り付いていた硬化済み紫外線硬化樹脂5に液体状の紫外線硬化樹脂21を供給し(S11)、ガラス板3を設置し(S13)、紫外線を照射して紫外線硬化樹脂21を硬化する(S13)レンズ1の製造方法である。
(もっと読む)
101 - 110 / 429
[ Back to top ]