
国際特許分類[B29C39/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型内への材料の供給 (429)
国際特許分類[B29C39/24]に分類される特許
61 - 70 / 429
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
成形品および成形品の成形方法

【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】本体部2と、本体部2に一体的に設けられ、一部が本体部2から突出している離型用部材4とを有する成形品1である。
(もっと読む)
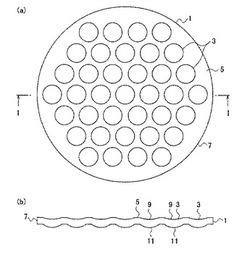
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
硬質ポリウレタンフォームの製造方法
【目的】
本発明は、発泡剤としてHCFCを用いた硬質ポリウレタンフォームよりも断熱性能に優れると共に、寸法安定性や燃焼性においても優れた硬質ポリウレタンフォームを提供することを目的とする。
【構成】
本発明は、ポリイソシアネートとポリオールとを発泡剤および触媒などの存在下で反応させて硬質ポリウレタンフォームを製造するに際し、前記ポリオールが、アニリンを開始剤とし、水酸基価550〜630mgKOH/gのポリエーテルポリオールを全ポリオール100重量部に対して10〜100重量部使用することを特徴とする。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 放熱性に優れたウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームの樹脂骨格と、該樹脂骨格中に含有され、互いに連接して配向している磁性体粒子と、非磁性体からなり、少なくとも一部が該樹脂骨格の表面に露出している熱伝導性粒子と、を有する。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、オイルと、磁性体粒子と、熱伝導性粒子と、を含む原料を、発泡型のキャビティ内に注入する原料注型工程と、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
液状樹脂供給装置及び樹脂モールド装置
【課題】複数プレス部に搬入されるワークにコンパクトな装置構成で効率よくしかも製品に応じた仕様でワークに液状樹脂を供給できる液状樹脂供給装置を提供する。
【解決手段】シリンジ19に充填された液状樹脂5をワークWに吐出して供給するディスペンスユニット18に交換用の複数のシリンジ19を保持したシリンジ供給部17が回転可能に設けられ、ディスペンスユニット18はシリンジ供給部17から交換用のシリンジ19を受け取って液材吐出位置Jに保持されたワークWに液状樹脂5を所定量吐出して供給する。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
人造大理石の製造方法
【課題】流れ柄を有する天然石のような風合いを出すことができる人造大理石の製造方法を提供すること。
【解決手段】流れ柄を有する人造大理石の製造方法において、メタクリル酸メチル系重合体をメタクリル酸メチル系単量体に溶解させて得られるメタクリル酸メチルシラップを棒状に成形した後、メタクリル酸メチル系単量体を揮発させて棒状の柄材を作製する工程と、メタクリル酸メチル系重合体、メタクリル酸メチル系単量体、および架橋剤を含有し前記柄材とは比重が異なるアクリル樹脂組成物と柄材とを混合して樹脂混合物を調製する工程と、前記樹脂混合物を金型に注型する工程と、前記樹脂混合物を注型した前記金型を、そのキャビティにおける前記流れ柄を形成する面が鉛直方向に対して傾斜しまたは平行となる状態で硬化成形する工程とを含むことを特徴としている。
(もっと読む)
注型成形品の製造方法
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
軟質ポリウレタンフォームの製造方法
【課題】高い機械物性を有し、振動特性に優れた軟質ポリウレタンフォームの製造方法を提供する。
【解決手段】ポリオール成分(A)と有機ポリイソシアネート成分(B)とを、触媒(C)、発泡剤(D)及び整泡剤(E)の存在下に反応させて軟質ポリウレタンフォームを製造する方法であって、ポリオール成分(A)が特定構造式で示される強度向上剤(A1)、及び数平均官能基数が3〜4であり、水酸基価が5〜50mgKOH/gであり、末端オキシエチレン単位の含有量が10〜30重量%であるポリオキシエチレンポリオキシプロピレンポリオール(A2)を含有する軟質ポリウレタンフォームの製造方法。
(もっと読む)
61 - 70 / 429
[ Back to top ]