
国際特許分類[B29C41/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 一定長の物品,すなわち.不連続物品,を製造するためのもの (657) | 噴霧または流動化により型体,コアまたはその他の基体を被覆するもの,例.粉体噴霧 (32)
国際特許分類[B29C41/08]の下位に属する分類
流動化によるもの (1)
国際特許分類[B29C41/08]に分類される特許
21 - 30 / 31
無端ベルト製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置
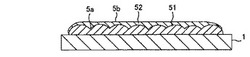
【課題】簡単な構造の塗布装置で、均一な膜厚の無端ベルトを容易かつ確実に製造することのできる無端ベルトの製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置を提供する。
【解決手段】高粘度の第1塗布液層51は、所定の厚みで適切に形成されると共に、高粘度塗布液層の欠点である第1塗布液層51の上面51aのスパイラル状の痕跡5aが、この第1塗布液層51上面51aを被覆する低粘度の塗布液層である第2塗布液層52で被覆されて平坦な表面5bを有する塗布液層5が形成される。
(もっと読む)
塗布装置、管状物の製造方法
【課題】高粘度の樹脂溶液を吐出する際の泡の発生を抑え、膜厚勾配の発生を抑え、塗布の際の樹脂溶液の無駄や芯体表面の傷等を生じさせることがない塗布装置及びそれを用いた管状物の製造方法を提供することである。
【解決手段】円筒状または円柱状芯体に皮膜形成用の樹脂溶液を塗布する塗布装置であって、前記芯体の中心軸を水平にして前記芯体を回転させる回転手段と、前記樹脂溶液を前記芯体へ吐出して付着させる付着手段と、該樹脂溶液が付着した部分を相対的に前記芯体の一端から他の一端へ水平方向に移動させる移動手段と、を有し、前記付着手段が、少なくとも前記樹脂溶液を吐出するノズルと、該ノズルに前記樹脂溶液を供給する一軸回転型体積移動式ポンプと、該一軸回転型体積移動式ポンプに前記樹脂溶液を供給する二軸スクリューポンプと、を備える塗布装置である。
(もっと読む)
シームレスベルトの製造方法及びその製造装置

【課題】本発明の目的は、高弾性率で厚み精度の非常に良いシームレスベルトを安価に製造し、また、樹脂溶液の切り替えロット間における不良率の改善を図り、タンデム式中間転写型画像形成装置に用いられる中間転写体においても、高弾性率で厚み精度の非常に良くベルト表面の微小区間の抵抗差をなくし、高速化になっても画像ムラのない優れた中間転写体を提供することにある。
【解決手段】本発明におけるシームレスベルトの製造方法は、シームレスベルトの原料である樹脂溶液を、金型30の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、樹脂溶液を混合した直後に金型30の内部で中空筒状に押し出す工程と、押し出された中空筒状の樹脂溶液を膨張させて金型30内面に塗布する工程とを含むことを特徴とする。
(もっと読む)
シームレスベルトの製造方法及びその製造装置
【課題】本発明の目的は、高弾性率で厚み精度の非常に良いシームレスベルトを安価に製造するばかりでなく、タンデム式中間転写型画像形成装置に用いられる中間転写体においても、高弾性率で厚み精度の非常に良くベルト表面の微小区間の抵抗差をなくし、高速化になっても画像ムラのない優れた中間転写体を提供することにある。
【解決手段】本発明におけるシームレスベルトの製造方法は、シームレスベルトの原料である樹脂溶液を、金型30の内面にシームレス状に塗布した後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、樹脂溶液を中空筒状に押し出し、押し出された筒状樹脂溶液の中空部分に気体を注入して筒状樹脂溶液を膨張させて、金型30の円柱状内面に塗布する工程を含むことを特徴とする。
(もっと読む)
自動車内装品表皮の製造方法
【課題】製造工数を削減することができ、テアライン加工も簡単な加工ユニットで済む自動車内装品表皮の製造方法を提供すること。
【解決手段】エアバッグ飛び出しのための蓋体部用のテアラインを備えた自動車内装品における表皮の製造方法。表皮賦形型72に表皮材料74を吹付け後、離型して表皮16を製造すると同時に、テアライン加工ユニット76の加工刃78によりテアライン32を形成する。表皮賦形型72の蓋体部形成面に対面させて、表皮材料74を吹付け後、テアライン形成最終位置まで前進させた後、吹付け層16Aの固化が進行した後に加工刃78を後退させる。
(もっと読む)
面方向に等方性の誘電率を持ったポリイミド系樹脂ベルト
【課題】カラー画像形成装置において正確な転写を実現することができ、長期間安定して高品質の転写画像を得ることができるポリイミド系樹脂ベルト及びその製造方法を提供する。
【解決手段】誘電率が7〜12の範囲を有し、ベルトのいずれの箇所においても面方向の誘電率の異方性を表す指標:MOR−cの最大値が1.2以下である面方向に等方性の誘電率を持ったポリイミド系樹脂ベルトであって、(1)重力加速度の0.5〜5.0倍程度の遠心加速度で回転する円筒金型の内周面に導電性フィラーを均一に分散させた液体原料をスプレー法で均一な厚さで塗布する工程、(2)該円筒金型を重力加速度の0.5〜5.0倍程度の遠心加速度で回転させたまま100〜140℃程度の温度で加熱して、不揮発分濃度を35重量%以上の皮膜を形成する工程、(3)該皮膜を円筒金型の内周面に付着した状態のまま約250℃以上で加熱する工程により製造する。
(もっと読む)
スプレーノズルチップおよびそれを用いた熱硬化性樹脂の製造方法
渦流発生の効率が良く、噴霧される熱硬化性樹脂の噴霧パターンの広がりが大きく、しかも、霧化された液滴が小さく、気泡の巻き込みも少なく、金型上に熱硬化性樹脂を噴霧することができ、薄く、均一で、機械的強度に優れた熱硬化性樹脂成形品を得る。 熱硬化性樹脂の流路が形成されたケーシング本体と、ケーシング本体の噴霧開口部に設けられたオリフィス部と、オリフィス部の噴霧開口部側と反対側に設けられたコア部と、オリフィス部とコア部との間に形成され、前記オリフィス部のオリフィス出口と連通する渦流形成室とを備え、オリフィス部には、オリフィス出口の軸線に対して垂直な方向に、かつ前記渦流形成室の内周壁に接線方向に連通する旋回溝が形成されている。 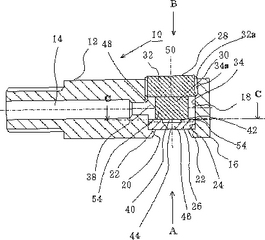 (もっと読む)
(もっと読む)
医療用用途のための多孔性膜を製造するための装置および方法
医療用用途のための多孔性膜(2)を製造するための機械(1)は、複数の、流体物質(18a、18b、18c、19a、19b、19c)を構成する成分のレザバー(25a、25b、25c、26a、26b、26c)、この流体物質を、要素(37)(この上に、この物質が沈着されて構築される)上に噴霧するため、このレザバーから供給される第一および第二のガン(16、17)を備える。膜(2)を形成するように設計されたこの流体物質の実質的に均一な分布のため、要素(37)およびガン(16、17)は、互いに対して可動性である。 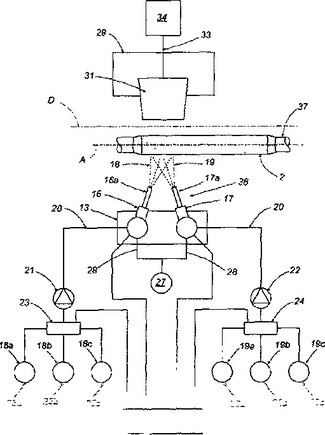 (もっと読む)
(もっと読む)
クロス調テクスチャーカバー材料
室内装飾及びトリムパネル用途用クロス調の外観及びテクスチャーを有するプラスチック製カバー材料は混合物をテクスチャーが付された表面上に凝固させることによって形成される。  (もっと読む)
(もっと読む)
医療装置およびその作成方法
医療装置、例えば、カテーテル、ステンまたはバルーンなどを、氷またはワックスからなる型(30)上に放射線硬化性組成物を付着させて成形する。付着組成物は、適当にはUV光を照射して硬化させ得る。像をなすように付着または硬化を実施することにより、複合構造を形成することができる。光硬化により、ポリエステル、ポリアミドまたはポリイミドを形成する組成物を用い得る。特定の構造は、バルーンのコーン部壁(86,87)を通過するガイドワイヤ管腔(85)を有するラピッドエクスチェンジ型カテーテル用バルーンである。 (もっと読む)
21 - 30 / 31
[ Back to top ]