
国際特許分類[B29C41/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 型,コアまたはその他の基体 (127) | 型 (62)
国際特許分類[B29C41/40]に分類される特許
11 - 20 / 62
成形皮膜を生成する方法およびそのための型構成
各皮膜が型(1)の型表面(2)に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9、24、27、34)を製造する方法であって、型自体により提供される第1の型表面を使用することにより、または第1の型表面の一部だけを覆う1つまたは複数の型挿入物を上記型表面上に置くことにより第1の型表面を変え、それにより別の第2の型表面を提供することにより、成形される皮膜の形状に適合する型表面(2)を提供するステップと、提供される型表面(2)により整った形にされるプラスチック配合物を適用するステップと、型表面(2)に適用されるプラスチック配合物を整った形にするステップと、実効型表面(2)から成形皮膜(9)を取り外すステップと、を含む方法。使用される少なくとも1つの型挿入物(7)は可撓性があり、一方では型挿入物(7)は、型挿入物自体の型表面と隣り合う挿入物の側面が、隣接する型表面に角を形成して配置される第1の型表面の壁に対して、具体的にはプラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片で直立する壁に対して接するという点で第1の型表面上に配置される。各皮膜が型の型表面に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9)を成形するための型構成であって、構成は、第1の型表面を有する基礎型、および第1の型表面上に配置され、かつ第1の型表面の一部だけを覆う1つまたは複数の型挿入物を含む型構成。少なくとも1つの型挿入物が可撓性の性質があり、第1の型表面が、隣接する型表面に角を形成して、具体的には型挿入物の第1の型表面から直立して配置される1つまたは複数の壁を持ち、型挿入物が、プラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片でそのような壁に対して型挿入物自体の型表面と隣り合う型挿入物の側面と接する。 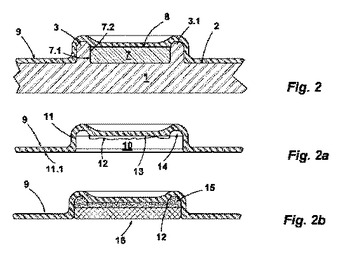 (もっと読む)
(もっと読む)
熱硬化性エラストマー用成形型、遠心成形機及び電子写真用ブレード部材
【課題】本発明は反応性の熱硬化性エラストマーを型内で成形し、より簡便に離型でき取り出し時に成型品のちぎれが発生しにくく、良好な離型・脱型性が長期に渡って継続する熱硬化性エラストマー用成形型を提供することを目的とする。
【解決手段】成形材料として反応性の熱硬化性エラストマー原料を投入し所定の寸法に硬化させ、脱型させる熱硬化性エラストマーの成形に用いる成形型の内部表面に、ポリアルキルシロキサン層を有する熱硬化性エラストマー用成形型において、前記ポリアルキルシロキサン層が、前記熱硬化性エラストマー原料と成形条件において反応する官能基を有さないポリアルキルシロキサン原料を用いて作製したものであることを特徴とする熱硬化性エラストマー用成形型。
(もっと読む)
環状シームレス成形体の製造用分割式金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法

【課題】分割された金型部材間において、位置精度確保のために隙間を詰めた嵌め合い勘合を行っても、焼成後において円滑に金型の分解が可能な環状シームレス成形体製造用分割式金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法を提供する。
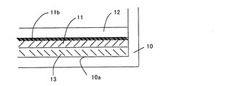
【解決手段】外周面または内周面に成形体用樹脂溶液を塗布され、焼成されて、環状シームレス成形体を製造するための分割式金型であって、分割部10において一方の金型部材1の凸部2と他方の金型部材3の凹部4とが、それらの間に金型材料とは異なる材料からなる中間部材5を挟み込んだ状態で、嵌め合い勘合により結合していることを特徴とする金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
(もっと読む)
環状シームレスベルトおよびその製造方法
【課題】低コストでベルト端部強度が向上した、生産性のよい環状シームレスベルトの製造方法を提供する。
【解決手段】ベルト基材101の両端に該ベルト基材よりも厚い補強部102が一体的に設けられた環状シームレスベルト。軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなる連結式金型の表面に対して一端側から樹脂溶液を連続的に塗布しながら、該連結式金型を構成する金型ユニットのうち前記一端側最端部にある塗布が完了した金型ユニットを切り離すとともに、該連結式金型の他端側に新規金型ユニットを連結させるサイクルを繰り返す環状シームレスベルトの製造方法であって、金型ユニットの切り離し前に、切り離される金型ユニットpおよび該金型ユニットに隣接する金型ユニットqの表面にある樹脂塗膜に対して、それらの金型ユニットのつなぎ目で規制部材を押圧して、樹脂塗膜の端部を規制する環状シームレスベルトの製造方法。
(もっと読む)
防眩性フィルムの製造方法及び防眩性フィルム
【課題】要求される防眩性に対する対応が容易で、コストを上げることなく、生産効率が高く、使用した製品の性能に影響を与えない防眩性フィルムの製造方法及び防眩性フィルムの提供。
【解決手段】溶媒に樹脂を溶解したドープを連続的に回動する無端支持体の上に流延し、ウェブを形成した後、前記無端支持体から前記ウェブを剥離し、乾燥する溶液流延法で製造する凹凸面を有する防眩性フィルムの製造方法であって、前記無端支持体の表面は凹凸形状を有する樹脂層で被覆されており、前記樹脂層の上に前記ドープを流延しウェブを形成した後、前記ウェブを残留溶媒が30%〜80%の状態で剥離し、乾燥することで、前記凹凸形状を転写し、前記凹凸面を形成することを特徴とする凹凸面を有する防眩性フィルムの製造方法。
(もっと読む)
流延ダイ、溶液製膜設備及び溶液製膜方法
【課題】厚さムラ故障を回避しつつ、効率よくフイルムを製造する。
【解決手段】流延ダイ52は、積層ドープ61が通過するスロット106を有する。スロット106は、第1スロット部111、第2スロット部112及び第1接続スロット部116を有する。第2スロット部112は、方向SDの流路幅が、第1スロット部111の方向SDの流路幅よりも狭くなるように形成される。第1接続スロット部116は、方向SDの流路幅が、第1スロット部111側から第2スロット部112側に向かうに従い次第に狭くなるように形成される。第1スロット部111の方向LDの内壁面111aは、湾曲面120を介して、第1接続スロット部116の方向LDの内壁面116aと、湾曲に接続する。第1接続スロット部116の方向LDの内壁面116aは、湾曲面121を介して、第2スロット部112の方向LDの内壁面112aと、湾曲に接続する。
(もっと読む)
流延ダイ、溶液製膜設備及び溶液製膜方法
【課題】厚さムラ故障を回避しつつ、効率よくフイルムを製造する。
【解決手段】流延ダイ52は、積層ドープ61が通過するスロット106を有する。スロット106は、第1スロット部111、第2スロット部112及び第1接続スロット部116を有する。第2スロット部112は、方向SDの流路幅が、第1スロット部111の方向SDの流路幅よりも狭くなるように形成される。第1接続スロット部116は、方向SDの流路幅が、第1スロット部111側から第2スロット部112側に向かうに従い次第に狭くなるように形成される。第1接続スロット部116の内壁面116aには、動摩擦係数が内壁面116aよりも低い低摩擦層が形成される。
(もっと読む)
離型材及びその製造方法
【課題】離型材自体が変形することなく、絞(シボ)深さを大きくしても基材が絞(シボ)模様形状に対応して変形することなく、離型紙を繰り返し使用しても、絞(シボ)深さが減衰することが少ない離型材とその製造方法を提供する。
【解決手段】不織布上に凹凸模様が形成された樹脂層が積層された離型材。ポリエステル系不織布等の不織布上にシボ押しされた4−メチル−1−ペンテン系樹脂組成物等の樹脂シートが積層されてなることが好ましい。この離型材の好ましい製造方法は、4−メチル−1−ペンテン系樹脂組成物等の樹脂シート12を作製する工程と、該工程で作製された樹脂シート12を加熱し後、ポリエステル系不織布等の不織布16とラミネートしながらバックアップロール18と絞(シボ)ロール19との間を挿通して樹脂シート12に絞(シボ)を形成させて離型材20とする製造方法である。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
11 - 20 / 62
[ Back to top ]