
国際特許分類[B29C43/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | 均等圧によるもの,すなわち.剛性部品またはダイスに対して非剛性圧力を作用させるもの (241)
国際特許分類[B29C43/10]の下位に属する分類
成形材料を包囲する袋を使用するもの (166)
国際特許分類[B29C43/10]に分類される特許
41 - 50 / 75
繊維複合構造部材の処理装置及び繊維複合構造部材の処理方法
繊維複合構造部材102の表面部112の上に配置された未硬化繊維層104を繊維複合構造部材に連結する連結装置100を提供する。連結装置は圧力クッション390を備え、圧力クッション390は、表面部より上に配置される圧力キャップ120,308と、圧力キャップの外周縁部107に圧密に連結された圧密キャップマット106とを備え、圧力キャップ及びキャップマットにより限定された圧力領域を形成する。連結装置は、圧力領域にキャップマットを繊維層に押付ける過圧を導入する圧力導入手段302をさらに備える。 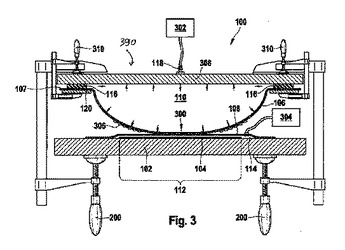 (もっと読む)
(もっと読む)
形状部品の製造方法
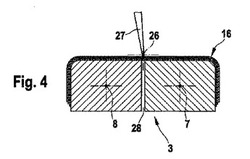
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体

【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂層を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】繊維強化樹脂構造体の製造方法は、膨張性を有した中空体11の周囲にコア材12を配置する工程と、配置されたコア材12の周囲に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を積層して被覆する工程と、プリプレグ15が積層、被覆されたコア材12を成形型1のキャビティ4内に配置し、成形型1のキャビティ4内において中空体11を膨張させて、成形型1とコア材12の間において未硬化の樹脂15a及び強化繊維15bを加圧する工程と、加圧された未硬化の樹脂及び強化繊維を加熱して硬化させコア材12の周囲に繊維強化樹脂層16を成形する工程とを、少なくとも含む。
(もっと読む)
プリフォームおよびその製造方法
【課題】複数のビード部が配列されたプリフォームを、強化繊維基材に皺やブリッジを発生させることなく、所定の形状に正確に効率よく賦形する。
【解決手段】平面部と、該平面部から隆起した複数のビード部とを有するFRPを成形するためのプリフォームを製造する方法であって、型平面部と型ビード部を有する賦形型上に強化繊維基材を配置する工程と、その上からラバーシートで覆う工程と、中央部にて型ビード部間に位置する型平面部部位において、ラバーシート上に錘を配置する工程と、その両側の各型平面部部位に対応する各位置において、順次所定数に至るまで錘を配置していく工程と、所定数の錘を配置した後、ラバーシートで密閉された内部を減圧して該ラバーシートにより強化繊維基材を賦形型に押し付け賦形型に密着させて賦形する工程とを有することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、そのプリフォームを用いて成形されたFRP成形品。
(もっと読む)
繊維強化複合材料の製造方法
【課題】 トリガとなるための他の材料を取り付けることなく、しかも温度管理が容易となる繊維強化複合材料の製造方法を提供する。
【解決手段】 プリプレグ10を硬化させることにより、繊維強化複合材料本体と、繊維強化複合材料本体より強度が低い脆弱性繊維強化複合材料を備える繊維強化複合材料を製造する。繊維強化複合材料本体は、デバルク温度下でプリプレグ10にバック圧をかけ、所定の含浸温度下で所定の含浸時間保持する含浸工程と、所定の硬化温度で所定の硬化時間保持する硬化工程を経て製造される。また、脆弱性繊維強化複合材料は、繊維強化複合材料本体を製造する際に含浸工程を省いて製造される。
(もっと読む)
耐衝撃性成形品およびそのような物品を得る方法
本発明は、一方向繊維と任意選択の結合剤との単一層を含んでいるシートを(2)枚以上積み重ねてスタックを形成するステップと;アイソスタティック加圧手段を用意するステップと;スタックをアイソスタティック加圧手段に入れるステップと;温度下および均等圧力下でスタックを合体させて成形品にするステップとを含む、成形品の製造方法に関する。本発明はさらに、前記方法で得られる製造物に関し、その製造物は耐衝撃用途に用いるのに非常に適しており、それには例えば、ヘルメット、曲面パネル、円錐形標識およびドームがある。 (もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 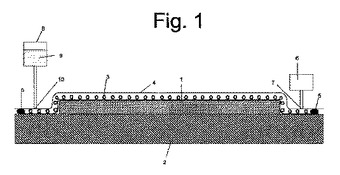 (もっと読む)
(もっと読む)
複合材および金属部品の製造、成形および接合システム
【課題】複合材若しくは接合金属部品を製造するための改良されたシステムおよび方法を提供する。
【解決手段】複合材若しくは接合金属部品を製造するシステムは、弾性的に変形可能なチャンバ壁をそれぞれ有した第1および第2の圧力チャンバ1,2と、高められた温度および圧力の流体を前記圧力チャンバを通して循環させるための手段と、その内部に複合材若しくは接合金属レイアップが配置される型キャビティを与える少なくとも一つの別個な型部分を有した、少なくとも一つの型組立体70と、を備え、このシステムを用いるときに、前記圧力チャンバは、前記弾性的に変形可能なチャンバ壁が互いに対向するように一体に保持され、前記少なくとも一つの型組立体が前記チャンバ壁間に収容された前記レイアップ72を含みつつ、前記レイアップが圧縮されて硬化され若しく成形されるように高められた温度および圧力の流体が各圧力チャンバを通って循環する。
(もっと読む)
FRP中空構造体の製造方法
【課題】バッグ等の袋体を使用する従来の製造方法の問題点を一挙に解決できるFRP中空構造体の製造方法を提供する。
【解決手段】予備加熱硬化工程Bでプリプレグが15〜20%の硬化深度まで硬化された内殻プリフォームは、中子として必要な表面硬度と、内圧の付与によって十分に膨張できる必要な柔軟性および気密性とを有するため、外殻プリフォーム形成工程Dでは、内殻プリフォームを中子として外殻プリフォームが容易かつ確実に形成され、本加熱硬化工程Eでは、内殻プリフォームが内圧の付与により十分に膨張して外殻プリフォームを成形型の内面に確実に押し付ける。その際、本加熱された内殻プリフォームの表面には粘着性が発現するため、内殻プリフォームが外殻プリフォームに接合して一体化される。
(もっと読む)
繊維強化プラスチックの製造方法、繊維強化プラスチック用樹脂、及び繊維強化プラスチック
【課題】強化繊維布内のエアを効率良く脱気することにより、樹脂が含浸された強化繊維布内におけるボイドの発生を低減することができる繊維強化プラスチック用樹脂を提供する。
【解決手段】強化繊維布に含浸させるための未硬化の熱硬化樹脂11を少なくとも主材として含む繊維強化プラスチック用樹脂10であって、該樹脂10は、熱硬化性樹脂11が未硬化の状態において、所定の温度Tc未満ではダイラタンシー特性を有し、前記所定の温度Tc以上では、少なくともチクソトロピー特性を有してなる。
(もっと読む)
41 - 50 / 75
[ Back to top ]