
国際特許分類[B29C43/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | 数段階で行うもの (73)
国際特許分類[B29C43/14]に分類される特許
41 - 50 / 73
軟質シートの製造方法
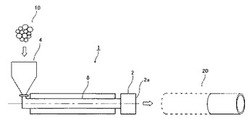
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
積層板の製造方法、積層板、回路板、半導体パッケージ用基板および半導体装置

【課題】高耐熱性を有するとともに、部品実装時の熱工程での歪みのない積層板の製造方法、積層板、回路板、半導体パッケージ用基板および半導体装置を提供すること。
【解決手段】基材に樹脂成分を含浸させたプリプレグを所定枚数重ね合わせて加熱加圧成形する積層板の製造方法であって、高圧で成形する第一の工程と、前記第一の圧力よりも低い圧力で成形する第二の工程と、を含み、前記樹脂成分のDSCによる硬化度が30%以上、90%以下になったとき第一の工程から第二の工程に切換えることを特徴とする積層板の製造方法である。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
呼吸器具、特に水中呼吸器具のためのレギュレータ
【課題】金属と同等の強度を保有し、しかも軽く、熱伝導性の良い、水中での呼吸器具であるレギュレータのセカンドステージ用筐体を提供する。
【解決手段】材料としてエポキシ樹脂やビニルエステル樹脂にランダムカーボンファイバを添加した組成物を用い、120〜150℃の温度、150〜220バールの圧力で鋳型成形した後、最大300バールまでの圧力で完全に硬化するまで二次の鋳型成形をすることを特徴とする、セカンドステージ用筐体。
(もっと読む)
両面加飾熱硬化性樹脂成形品の製造方法及び装置
【課題】色の異なる熱硬化性樹脂材料の2色成形品の内側及び外側の両面に絵付け及び/又はコーティングを施した美麗な熱硬化性樹脂成形品を一連の工程で連続的に製造する方法及び装置の提供。
【解決手段】(i)一つの凸金型及び二つの凹金型又は(ii)二つの凸金型及び一つの凹金型からなる1組の金型を用いて異なる色の成形材料を用いて内側と外側の色が異なる成形品であって、その両面に絵付又は/及びコーティングを施した熱硬化性樹脂成形品を、先ず成形品の内側もしくは外側を成形し、次に第二の凸又は凹金型をスライド又は回転移動させて成形品の外側もしくは内側を成形して、一連の成形工程で連続的に製造する方法並びに装置を開示する。
(もっと読む)
視覚障害者誘導用ブロックを製造する方法および視覚障害者誘導用ブロック
【課題】 平面状本体部9と突起部7、それぞれの物性または色調を変えて視覚障害者誘導用ブロックを射出成形により一体成形する。
【解決手段】 意匠型1、突起部ベース型5、および平面状本体部ベース型6から構成される射出成形用金型の、突起部形成キャビティー2へ、カーボンブラックを配合したゴム配合物を充填して所要の手段により加硫し突起部7を成形し、突起部ベース型5を外し、平面状本体部9を形成するキャビティー8へ弁柄を配合したゴム配合物を充填して所要の手段により加硫し平面状本体部9を成形し、突起部7と接着する。
(もっと読む)
樹脂構造体の製造方法
【課題】 ハニカム形状などの複雑な形状の内部形状を有する中空構造体であっても、その成形を容易に行うことができるとともに、内部の樹脂層と外殻樹脂層とを密着させることができる樹脂構造体の製造方法を提供する。
【解決手段】 ハニカム形状のマクロセル構造体20におけるプリプレグの柔軟性が残留する範囲の硬化深度までマクロセル構造体20を予備加熱して硬化させる。次に、予備加熱したマクロセル構造体20の側壁に沿ってプリプレグ31,32を配置し、予備構造体40を生成する。続いて予備構造体40におけるプリプレグ31,32の内側を真空吸引しながら予備構造体40を加熱する。その後、成形型5内で予備構造体40に対して内圧付与を行うとともに本加熱して予備構造体40を硬化させ、樹脂構造体1を製造する。
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 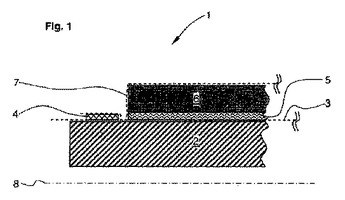 (もっと読む)
(もっと読む)
プリプレグ積層体からなる成形品の製造方法
【課題】高価な設備コストを不要とでき、何らの熟練を要すことなく、簡易な方法で品質に優れたプリプレグ積層体からなる成形品を製造する方法を提供する。
【解決手段】プリプレグ積層体からなる成形品の製造方法は、マトリックス樹脂が予備含浸された強化繊維基材を所定形状に切断してプリプレグ片P1,…を製作する第1の工程と、相隣るプリプレグ片P1,P1を当接または間隔を置いて突き合わせた姿勢で相互に繋ぎ合わせ、所定の立体形状の複合材B1,B2,B3を製作する第2の工程と、複数の複合材B1,B2,B3を成形型内で加圧成形しながら順次重ね合わせることで立体形状の成形体B4を製造する第3の工程と、からなる。
(もっと読む)
熱可塑性複合部品の成形による製造方法
熱可塑性複合部品の成形による製造方法であって、一つの型の中に熱可塑性のマトリックス材の中に繊維を埋め込んだ複合材を入れ、その複合材を構成する繊維が好ましい一方向又は複数の方向に配向されるように配置し、特定の圧力、温度条件をかけて、目的の部品(P)のうちの第一の部分(1)を作りあげる過程と、つぎに、上記過程とほぼ同様にして、目的の部品の第二、第三の部分(2、3)を作り上げる過程をとる。ここで、その熱可塑性のマトリックス材と、第一の部分を製造するのに用いた材料のマトリックス材とは同一かまたは互換性のあるものだということを考慮した上で、型に特定の圧力、温度条件にかけるという成形方法で、複合部品の複数の部分(1、2、3)を作り上げる過程と、つぎに、それら複数の部分(1、2、3)を組み合わせて、一つの型の中に入れ、それを特定の圧力、温度条件にかける過程とを経て、目的の部品(P)を得る。 (もっと読む)
41 - 50 / 73
[ Back to top ]