
国際特許分類[B29C43/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273) | カレンダー成形 (118)
国際特許分類[B29C43/24]に分類される特許
111 - 118 / 118
4本ロール式カレンダー成形機の操作方法
押出しノズル(1)からの樹脂溶融物(2)を第1と第2ロール(W1、W2)の間及び第3と第4ロール(W3、W4)の間において平均化する4本ロール式カレンダー成形機(R)を操作する方法であって、稼動状態が調整されるように、第3ロール(W3)は稼動中でも第1及び/又は第2ロール(W1/W2)に対してその位置が変更できることを特徴とする。  (もっと読む)
(もっと読む)
ハロゲンフリーポリマー組成物およびそれらの製造方法
ハロゲンフリー高分子材料、ハロゲンフリー難燃剤およびカップリング剤を有する組成物が提供される。テープを製造する方法であって、前述した組成物を裏地に成形する工程と、前記テープを形成するために前記裏地の表面に接着剤を被着させる工程とを含む方法も提供される。UL510(第7版)を用いてテープを試験する時、テープは、少なくとも約60%の破断点伸び、少なくとも10.34Mpa(1500psi)の破断点引張強度、少なくとも1,000V/テープ厚さミルの絶縁耐力、少なくとも約0.175N/mmの平均接着強度ならびに23.0℃の温度および96%の相対湿度により空気中で96時間にわたりテープを調節した後に元の平均絶縁耐力の少なくとも90%の保持率の物理的特性の少なくとも1つを有する。  (もっと読む)
(もっと読む)
樹脂溶融物用カレンダー成形機の操作方法
本発明は、下流にロールコンベヤー(5)を有する樹脂溶融物用のカレンダー成形機(1)を駆動するための方法及び装置であって、ロールコンベヤー(5)がカレンダー成形機(1)の最終ロール(4)の位置に合わせられていることを特徴とする。  (もっと読む)
(もっと読む)
ゴムシートの製造方法
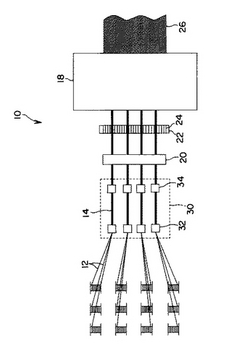
【課題】 櫛歯ロールからのスチールワイヤの飛び出しを抑制して、作業性よくゴムシートを製造する。
【解決手段】 複数本のスチールワイヤ12を束ねてガイド板20に引き揃え、次いで櫛歯ロール22に導いた後にカレンダー処理を施してゴムシート26を製造する方法であって、前記複数のスチールワイヤ12を前記櫛歯ロール22に導く前に、該複数本のスチールワイヤ12の端部側の少なくとも一部に対して撚り合わせを行う。
(もっと読む)
ポリエステルのカレンダー加工方法
1種又はそれ以上の半結晶性ポリエステル及び剥離剤を含むポリエステル組成物を、前記組成物中の各ポリエステルの融点範囲の上限温度より低い最高温度においてカレンダー加工することによる、フィルム又はシートの製造方法が開示される。このポリエステル組成物は、1種又はそれ以上の生分解性ポリエステル、例えば脂肪族−芳香族ポリエステルを含むことができる。カレンダー加工されたポリエステルは、可塑剤を添加しなくても強靱で柔軟なフィルムを形成できる。このフィルム及びシートは、それらを一部の可塑化PVCフィルムの代替品としてふさわしい光学的及び物理的性質を有することができる。脂肪族−芳香族ポリエステルを含むカレンダー加工用ポリエステル組成物も開示される。 (もっと読む)
カレンダー加工された巻き線箔
ポリオレフィンのメルトフローインデックスが5g/10分未満、好ましくは1g/10分未満、特に0.7g/10分未満であることを特徴とする、ハロゲンを含まないカレンダー加工された、特に難燃性のポリオレフィン巻き線箔。 (もっと読む)
熱可塑性樹脂シートの製造装置
熱可塑性樹脂シートの製造装置

【目的】 プラスチック樹脂又はゴムロールの耐摩耗性を向上させ、かつ、製品品質を向上させる。
【構成】 プレス機構を有する一対のロール1、2の少なくとも一方のロール1の表面にプラスチック樹脂又はゴムを被覆し、該ロール1を、ロール1のシート3の耳部3a相当位置からロール端に向かって徐々に径が小さくなるように切り欠き加工したことを特徴とする熱可塑性樹脂シートの製造装置。
(もっと読む)
111 - 118 / 118
[ Back to top ]