
国際特許分類[B29C43/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273) | カレンダー成形 (118)
国際特許分類[B29C43/24]に分類される特許
11 - 20 / 118
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、粒子状のゴムの外部にグラフト層を持つコアシェル構造重合体(B)を1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、ポリグリセリン脂肪酸エステル及び/又はポリグリセリン縮合ヒドロキシ脂肪酸エステル(B)を合計で1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
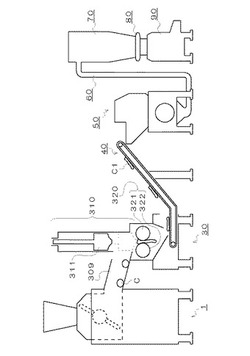
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
熱伝導シートおよびその製造方法
【課題】柔軟性を有し、かつ、高い熱伝導率を有する熱伝導シートおよびその製造方法を提供すること。
【解決手段】塩素化ポリエチレン100質量部に対し、平均粒径15〜600μmのグラファイトを400〜730質量部配合した組成物を圧延ロール成形した、厚さ0.1〜2.0mmの熱伝導シートによる。該熱伝導シートは、上記組成物を混練した後、厚さ0.1〜2.0mmに圧延ロール成形される。また、前記製造方法で厚さ0.1〜0.5mmに成形した薄層シートを複数枚重ねて熱プレス成形または圧延ロール成形して、厚さ0.5〜2.0mmのシートとしてもよい。
(もっと読む)
吸収性物品に係るプレス装置、及びプレス方法

【課題】ロールの外周面への接着剤の付着や同外周面への繊維状連続シートの貼り付きを軽減する。
【解決手段】互いの外周面を対向させて駆動回転する一対のロールを具備し、前記一対のロール同士の間のロール間隙に、熱可塑性接着剤を介して重合物が重ね合わされた状態の繊維状連続シートをその連続方向に沿って通す際に、前記外周面によって前記重合物と前記繊維状連続シートとを一体に挟圧するプレス装置である。前記一対のロールのうちで少なくとも前記繊維状連続シートの側に位置するロールを加熱する加熱機構を有する。前記加熱機構によって、前記ロールの外周面の温度が70℃〜120℃の範囲に収まるように前記ロールが加熱される。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
成形用硬化性組成物の賦形方法
【課題】硬化性組成物の粘着性を低減した、硬化性組成物の賦形方法を提供することを目的とする。
【解決手段】
1分子中に1個を超えるアルケニル基を有する重合体(A)と、(A)成分中のアルケニル基の総量に対し0.3〜0.7当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)と、ヒドロシリル化触媒(C)とを含有する組成物を反応させる第一の工程と、第一の工程により得られた組成物を80℃以下に冷却し、(A)成分中のアルケニル基の総量に対し0.3〜3当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)、ヒドロシリル化触媒(C)及び保存安定改良剤(D)を添加する第二の工程、第二の工程より得られた組成物をロール圧延によりシート状に賦形することにより、作業効率が良く、寸法精度の良好な賦形物を得る。
(もっと読む)
未加硫ゴムの圧延装置
【課題】カレンダーロールへのゴムシートのゴム焼けや密着を有効に低減させることができる未加硫ゴムの圧延装置を提供する。
【解決手段】三本以上のカレンダーロールで、未加硫ゴムの連続圧延し、各カレンダーロールの温度をそれぞれ独立に調整して、最終のカレンダーロール4を最も高温とし、中間のカレンダーロール3を最も低温としてなることを特徴とする。
(もっと読む)
誘導加熱式ロール装置
【課題】樹脂材料を圧延しながらまたは練りながら当該樹脂材料を加熱する場合に、ロールの温度を設定温度まで短時間で上昇させることができるとともに、設定温度まで上昇した後に、ロールの温度を上限温度以下に抑えることもできる装置を提供する。
【解決手段】樹脂材料を間に挟むことで、当該樹脂材料を圧延しまたは練る第1および第2の樹脂加工体を備える。第1および第2の樹脂加工体の少なくとも一方は、ロール5aである。ロール5aの内部に設けられた誘導加熱コイル25と、ロール5aの内部に形成された冷媒流路37に、冷媒を供給する冷媒供給装置27と、をさらに備える。誘導加熱コイル25は、ロール5aを誘導加熱し、冷媒供給装置27は、冷媒流路37に冷媒を供給することで、加熱されたロール5aを冷却する。
(もっと読む)
11 - 20 / 118
[ Back to top ]