
国際特許分類[B29C43/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273) | カレンダー成形 (118)
国際特許分類[B29C43/24]に分類される特許
21 - 30 / 118
テスト用カレンダ装置
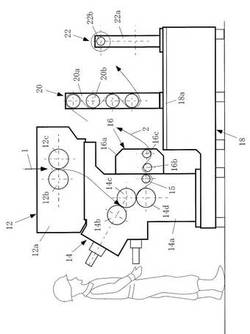
【課題】新たな樹脂材料を用いて新しいフィルム製品を開発するための複数のテストを、小量の試験材料で、個別に実施することができるテスト用カレンダ装置を提供する。
【解決手段】2ロールモジュール12、本体モジュール14、及びテイクオフモジュール16を備える。2ロールモジュール12は、本体モジュール14の上面に直接かつ着脱可能に固定され、テイクオフモジュール16は、本体モジュール14の後方側面に直接かつ着脱可能に固定されている。さらに、ベースモジュール18、冷却モジュール20、及びワインダモジュール22を備える。冷却モジュール20とワインダモジュール22は、ベースモジュール18の上面に共通レール18aに沿って移動可能かつ着脱可能に固定されている。
(もっと読む)
カレンダ装置

【課題】カレンダ装置の全長を抑える。
【解決手段】カレンダ装置10は、樹脂材料を練って押し出す押出ユニット3と、押し出された樹脂材料を加圧する第1のロールユニット5と、第1のロールユニット5からの樹脂材料を圧延する第2のロールユニット7と、第2のロールユニット7で圧延された樹脂材料を巻き取る巻取ロール11とを備える。第2のロールユニット7が第1のロールユニット5よりも前方側に位置する。
(もっと読む)
装飾用フィルムの製造方法
【課題】ポリオレフィン系樹脂組成物を用いたカレンダー成形法による装飾用フィルムの製造方法であり、漆黒性を有するとともに、PVCを用いた場合のような良好な品質を有するフィルムを得ることが可能な製法を提供する。
【解決手段】カーボンブラックを含有するポリオレフィン系樹脂組成物を調製する工程と、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程とを有し、ポリオレフィン系樹脂組成物を調製する工程は、ポリオレフィン系樹脂組成物の温度がカレンダーロール加工時の温度より高温で、かつ、ポリオレフィン系樹脂組成物の分解温度未満となる条件下で原料混合物を溶融混練することにより行い、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程は、カレンダーロール設備温度が160〜190℃、カレンダーロール上のポリオレフィン系樹脂組成物の温度が160〜190℃の条件下で行う、単層構造の装飾用フィルムの製造方法。
(もっと読む)
ロール装置の安全装置
【課題】混練するゴム材などの障害物や作業者の装着物の汚れなどにより検出する精度を落とすことなく検出し、作業者の身体の一部が所定の領域にあることを検出した時には、ロールの回転を停止などするロール装置の安全装置を提供すること。
【解決手段】電磁波を発生させる電磁波発生部130と、作業者Aの身体の一部に装着する装着物111に備えられ、電磁波発生部130が発生させる電磁波が届く所定の領域内120にある場合に信号を発生する電磁波通信体140と、該信号を受信する電磁波受信部150と、電磁波受信部150が受信した信号に基づき予め設定された条件を満たすか否かを判定し、この判定に基づき、ロール制御部160は、ロール駆動部102に対してロール101の回転を停止または逆転させる命令信号、および/または、ロール調整部103に対して2本のロール101の軸間の距離を拡大させる命令信号を出力することを特徴とする。
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。  (もっと読む)
(もっと読む)
ゴムシートの成形装置及び成形方法
【課題】収縮が大きい材料であっても、圧延後のゴムシートの収縮を改善することのできるゴムシートの成形方法及び成形方法を提供する。
【解決手段】ゴムシートの成形装置は、未加硫ゴムを圧延してゴムシートsを形成するカレンダー装置1よりもゴムシートsの移動方向下流側に設けられた伸張装置4を備える。この伸張装置4は、ゴムシートsの移動方向と直交するゴムシートsの幅方向に、当該ゴムシートsの幅寸法を、元の寸法の110%以上に拡大させる装置である。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
タイヤ部材用トップ反の製造方法
【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
帯状ゴム部材の製造方法とその装置
【課題】未加硫のゴム部材を圧延して成形される帯状ゴム部材を連続的にかつ安定して製造する方法とその装置を提供する。
【解決手段】押出機11から供給される未加硫のゴム部材を第1のロール12Aと第2のロール12Bとの間に供給して圧延し、帯状ゴム部材Tを連続的に製造する際に、第2のロール12Bに隣接して、第2のロール12Bとは逆方向に回転する第3のロール12Cを配置し、第2のロール12Bと第3のロール12Cとの隙間を通過して第3のロール12Cに巻取られた帯状ゴム部材T0の両端部をそれぞれ切断手段13でカットして、所定の幅WTの帯状ゴム部材Tを製造するようにした。
(もっと読む)
導電性シート
【課題】カレンダー成形、押出成形のような溶融賦形法による成形方法から得られるシートでも良好な導電性を発揮し、かつインレイド調とは異なる意匠を有する導電性シートを提供する。
【解決手段】熱可塑性樹脂100重量部に対して、導電性繊維2を20〜100重量部と粒子3を20〜100重量部含有する熱可塑性樹脂組成物を溶融賦形法により成形してなり、上記粒子3が成形中に形状を保持する導電性シート1であって、上記粒子3は公称目開き1mmのふるいを通過し公称目開き106μmのふるいを通過せず、粒子3が球形、円柱形などの立体形状の場合は短径と長径の比が1:1〜1:5であり、粒子3が板状、フィルム状などの扁平な形状の場合は短径と長径の比が1:5〜1:100であることを特徴とする。
(もっと読む)
21 - 30 / 118
[ Back to top ]