
国際特許分類[B29C43/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273) | 数段階によるもの (9)
国際特許分類[B29C43/26]に分類される特許
1 - 9 / 9
プリクトマー樹脂を用いたカレンダー加工シートの製造方法
【課題】樹脂組成物のカレンダー加工によるシートの製造の安定化が可能なシート製造方法を提供すること。
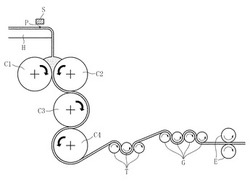
【解決手段】(A)塩化ビニル系モノマーと、(B)アクリル酸−n−ブチルからなる重合体を主鎖に有するマクロモノマーとを、(A)/(B)=85重量%/15重量%〜75重量%/25重量%の範囲で懸濁重合法により共重合して得られた樹脂を主成分とした樹脂組成物をカレンダー加工する。カレンダーロールを、最上流から順に、第1ロールC1、第2ロールC2、第3ロールC3、第4ロールC4とすると共に、カレンダーロールC1〜C4投入時の前記樹脂組成物の温度をRtとする。第1及び第2ロールC1,C2の表面温度を、Rtと同等又は同等以下に制御し、第3ロールC3の表面温度を、第1及び第2ロールC1、C2の両方の表面温度より低温となるように制御し、第4ロールC4の表面温度を、第3ロールC3の表面温度と同等又は同等以下に制御する。また、テイクオフロールTとガイドロールGの表面粗さを、Rz=0.5μm〜10μmとする。
(もっと読む)
強化繊維複合材ビームの製造方法

【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
断面の異なる複合材型材の連続成形方法
【課題】断面が異なる複合材型材を連続成形する方法を提供する。
【解決手段】中央部110に比べて両端部120、130の表面の寸法が小さいC型の移動金型100を用意して、両端部120、130及び中央部110に全体が同一面を形成するように予めプリプレグシートを積層する。ロール210、220からプリプレグシート300を引き出し、予備成形装置230を通過させて均一な断面を有するC型材310を予備成形する。予備成形品310に移動金型100を重ね合わせてホットプレス装置を通過させ、アフターキュア炉260で熱硬化を完了させ、移動金型100をとり外して成型品を完成させる。
(もっと読む)
積層体を製造するための方法
本発明は、木材または木材材料から成るプレート状中心部と、中心部の少なくとも片面にある装飾層と、装飾層の上にある、アミノプラストから成る被覆層とを有する装飾模様付き積層体を製造するための方法であって、装飾層を取り付けるステップと、装飾層上に被覆層を形成するために、アミノプラスト前駆物質の水溶液から層を塗布するステップと、被覆層を少なくとも部分的に乾燥させるステップと、前記アミノプラストを加圧および加熱下で硬化させるステップとを含み、最終的な被覆層を形成するために、まず前記アミノプラスト前駆物質の溶液の一部を塗布し、そのようにして生成された部分層を乾燥させ、このステップを少なくとも2回繰り返す方法に関する。 (もっと読む)
型、型の製造方法、および、型の製造装置
【課題】優れたコントラストを有する模様を転写し得る型であって、優れた生産効率で安価に製造され得る型を提供する。
【解決手段】型10は、シート状部材50に凹凸模様12を形成するための型である。型は、シート状の基材22と、前記基材の一方の表面上に積層された金属層24と、を備える。前記シート状部材に転写されるべき凹凸模様が、前記金属層の側の表面から前記金属層および前記基材を変形させて形成されている。
(もっと読む)
積層成形装置および積層成形方法
【課題】中間積層品から均一な厚さの積層成形品を成形することができる積層成形装置および積層成形方法を提供する。
【解決手段】積層材A1と被積層材A2とを積層して中間積層品A3とするラミネータ1と、中間積層品A3を所定の温度で加圧してその表面を平坦に成形する平坦化プレス2と、搬送手段3とを備え、平坦化プレス2は、固定盤20および可動盤21と、固定盤20に対して可動盤21を近接・遠退可能に移動させる圧締手段22と、固定盤20に対して可動盤21をその対向面と直交する方向に直線移動させるよう案内する直動手段23とを備え、直動手段23は、複数のボールスプライン軸24と、可動盤21の角隅部に設けられ各ボールスプライン軸24にそれぞれ挿通されるボールスプライン筒25とを備えている。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
ガラスパネルの積層方法および装置
本発明はガラスパネルの積層方法および装置に関する。積層されるサンドイッチ構造物を輻射加熱要素(7、8)で予備加熱し、その後輻射加熱と同時にサンドイッチ構造物の両面に熱風を噴射する。熱風を噴射する対流加熱要素は、中空かつ開口部を設けたコンベアローラ(3)を含む。輻射加熱要素(11、12)は、直接輻射加熱によってサンドイッチ構造物に熱を加え、さらに加熱チャンバで循環する対流空気を加熱する。  (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]