
国際特許分類[B29C43/50]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 成形品の取り出し (48)
国際特許分類[B29C43/50]に分類される特許
1 - 10 / 48
微細構造体の剥離方法及び剥離装置
【課題】転写成形された微細構造を損傷させることなく迅速にスタンパから剥離することができる微細構造体の剥離方法及び剥離装置を提供する。
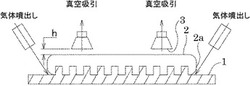
【解決手段】微細構造が転写成形されスタンパ1に付着した微細構造体2をそのスタンパ1から剥離するにさいして、微細構造体2の隅部2aからその微細構造体2とスタンパ1との間に冷却用の気体が入り込む方向に気体を噴出させ、その微細構造体2が中心部分を残してスタンパ1から剥離されつつあるときに、微細構造体1の上面から吸引力を作用させてその微細構造体2をスタンパ1から完全に剥離させる。
(もっと読む)
樹脂成形装置および樹脂成形方法

【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、誘電体樹脂に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、誘電体樹脂に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型2を移動させる支持装置6と、転写面1a上に供給された誘電体樹脂を加熱することにより樹脂成形物を成形する加熱装置3と、成形金型1と成形金型2との間に直流電圧を印加することにより電界を形成する直流電源4と、前記電界の方向を、成形金型1から成形金型2に向かう方向と、成形金型2から成形金型1に向かう方向との間で切り替えるスイッチ5a〜5dとを備える。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
離型方法
【課題】従来よりも少ないエネルギーで離型することができる離型方法を提供する。
【解決手段】型1を用いて成型された成型物3を型1から分離する離型方法において、前記成型物3に超音波振動子7を直接当接すること、前記成型物3をインパクトハンマで直接打撃すること、前記成型物3の端部に圧縮空気を吹きつけること、前記成型物3の端部に楔を入れ込むことの少なくともいずれかによって、型1から成型物3を分離する離型方法である。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 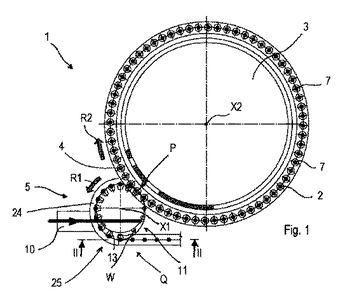 (もっと読む)
(もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 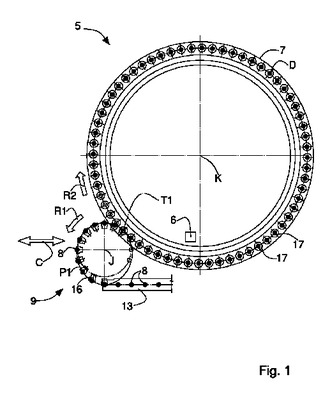 (もっと読む)
(もっと読む)
射出成形金型
【課題】金型により成形する成形品に応じて適切な力によって離型することができるようになり、成形品に白化やクラックなどの損傷が生じることがない射出成形金型を提供すること。
【解決手段】型締めされた状態においてキャビティ13が形成される可動側金型11と固定側金型12とを備え、型開きされたときに可動側金型11と固定側金型12とのうち成形品が残存する方には、成形品を先端側で突出す複数の突出しピン14を備える射出成形金型1であって、突出しピン14は、突出し力を吸収する緩衝部15と突出しピン14にかかる応力を計測する計測部とを有し、計測部での計測値に基づいて各突出しピン14の突出し量をそれぞれ制御する突出し量制御部16を備える構成とする。
(もっと読む)
中空棒状構造体の製造方法
【課題】本発明は非一様な断面形状を有する中空棒状構造体製品を一体成形する製造方法に関するものであって、特に部材の材質が繊維強化プラスチックである場合に好適な中空棒状構造体の製造方法を提供する。
【解決手段】少なくとも繊維強化型プラスチックからなる中空棒状構造体の製造方法であって、
前記中空棒状構造体より小さい相似形状を有し熱膨張性を有する可とう性中子に、少なくとも一つの開口部を確保するようにプリプレグ基材を巻きつけて積層体とする賦形工程と、前記中空棒状構造体より大きく、相似形状をしたキャビティー面をもつ金型の内面に、一定肉厚からなる熱膨張性弾性体シートを配し、前記積層体を前記熱膨張性弾性体シートの内側に配置したのち前記金型を閉じ、前記金型を加熱することにより、前記可とう性中子および前記シートの熱膨張により圧力を付与しつつ硬化させる硬化工程と、硬化後、前記開口部より前記可とう性中子を引き抜く工程とからなる中空棒状構造体の製造方法。
(もっと読む)
1 - 10 / 48
[ Back to top ]