
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
301 - 310 / 1,429
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】 耐光性、透明性、色相、耐熱性、熱安定性、成形性及び機械的強度に優れたポリカーボネート樹脂組成物及びその成形品を提供する。
【解決手段】 構造の一部に下記一般式(1)で表される部位を有するジヒドロキシ化合物由来の構成単位を含むポリカーボネート樹脂であって、該ジヒドロキシ化合物由来の構成単位1mol当たり、リチウム及び長周期型周期表における2族からなる群より選ばれた少なくとも1種の金属を20μmol以下、かつ、芳香族モノヒドロキシ化合物を700重量ppm以下含有するポリカーボネート樹脂100重量部に対して、リン系酸化防止剤を含有するポリカーボネート樹脂組成物。 (もっと読む)
(もっと読む)
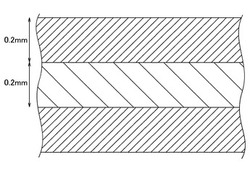
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法を提供する。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さい金型キャビティ・クリアランスt0を有する金型キャビティ中に前記溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きい金型キャビティ・クリアランスt1まで可動型を金型開速度が7mm/秒以上100mm/秒以下で後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらに最終製品の形状位置に相当する金型キャビティ・クリアランスt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法。
(もっと読む)
薄肉容器用ポリエチレン及びそれからなる容器
【課題】成形性、剛性と耐衝撃性とのバランス優れ、かつ、製品の軽量化を目的とした薄肉カップ型金型で成形可能な流動性を有した薄肉容器用ポリエチレンを提供する。
【解決手段】下記の特性(1)〜(6)を満たす薄肉容器用ポリエチレンなど。
(1)温度190℃、荷重2.16kgにおけるメルトフローレート(MFR)が25〜45g/10分。
(2)密度が0.955〜0.970g/cm3。
(3)DSCにて測定される121.5℃での等温結晶化におけるピークトップ時間が180秒以上。
(4)曲げ弾性率が1000MPa以上。
(5)5℃でのシャルピー衝撃強度が1.5KJ/m2以上。
(6)特定のスパイラル流路を有する金型で、190℃、射出圧力がそれぞれ60MPa、75MPa、90MPaで得られるスパイラルフロー長さと射出圧力との関係を最小二乗法近似により直線関係式にした場合の傾きaが以下の範囲。
0.55≦a≦0.61
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】強度と可撓性を両立し、かつ成形性に優れるポリ乳酸樹脂射出成形体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成形体を提供すること。
【解決手段】下記工程(1)及び工程(2)を含むポリ乳酸樹脂射出成形体の製造方法。
工程(1):ポリ乳酸樹脂、結晶化度が50%未満であるセルロース、及び結晶核剤を含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程
工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリアリーレンスルフィド成形体およびその製造方法
【課題】発明は、無機充填剤を有したポリアリーレンスルフィドの耐熱性、耐薬品性、難燃性等の優れた性質を維持したまま、表面平滑性の高い成型体を提供することを目的とするものである。
【解決手段】(A)ポリアリーレンスルフィド 92〜99.9重量%と(B)直鎖のジオールとテレフタル酸からなるポリアルキレンテレフタレート0.1〜8重量%のブレンドポリマーからなる成形体であって、ブレンドポリマーに対して(C)無機充填剤が10〜400重量%含有することを特徴とする成形体により解決される。
(もっと読む)
成形金型及び樹脂成形品

【課題】 凹状部B1が成形空間A内に位置するように開口部5に嵌挿部材Bが嵌挿された状態であっても、凹状部B1に成形材料が入り込むのを防止することができ、成形品を離型させる際に、成形品が損傷するのを防止することができる成形金型を提供することを課題とする。
【解決手段】 成形材料が充填される成形空間Aを形成する成形壁部4を備え、該成形壁部4には、成形壁部4を貫通して前記成形空間Aに連通する開口部5が形成され、該開口部5は、前記成形空間Aで成形される成形品の離型方向に対して交差する方向に開口する凹状部B1が形成された嵌挿部材Bを嵌挿可能に構成されている成形金型1において、前記凹状部B1の少なくとも一部が成形壁部4よりも成形空間側に位置するように前記嵌挿部材Bが開口部5に嵌挿された状態で、成形空間A側に位置する凹状部B1を閉塞する閉塞部4aが成形壁部4の成形空間A側の開口端部から突出するように形成されていることを特徴とする。
(もっと読む)
ポリアミド樹脂成形品の製造方法
【課題】流動性が改良され、強度と表面外観のバランスに優れたポリアミド樹脂成形品を射出成形で得る方法を提供する。
【解決手段】無機充填材を含有するポリアミド樹脂組成物(A)100質量部に対し、無機充填材を含有するポリアミド樹脂組成物(B)5〜60質量部を含有してなる原料樹脂を用い、射出成形して得られるポリアミド樹脂成形品の製造方法であって、ポリアミド樹脂組成物(B)のMVR(メルトボリュームレート)が、樹脂組成物(A)のMVRより5〜80%高いことを特徴とするポリアミド樹脂成形品の製造方法による。
(もっと読む)
金型組立体及び射出成形方法
【課題】射出成形品の意匠面の上方から射出成形品を眺めたとき、内部に対称な中空部が形成され得る金型組立体を提供する。
【解決手段】金型組立体は複数のキャビティを有し、更に、主ランナ21、複数の副ランナ23を備えており、各副ランナ23は、第1方向に延びる副ランナ第1部分24、第2方向に延びる副ランナ第2部分26、及び、屈曲部25から構成されており、副ランナ第1部分24を第1方向に沿って流動した溶融樹脂は、第3方向に流動方向を変えて屈曲部25に流入し、屈曲部25に流入した溶融樹脂は、第1方向又は第2方向に沿って流動し、第3方向に流動方向を変えて副ランナ第2部分26に流入し、副ランナ第2部分26を第2方向に沿って流動した溶融樹脂は、溶融樹脂射出部からキャビティに射出される。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】芳香族ポリカーボネート樹脂とポリエステル樹脂からなる樹脂組成物であり、機械的強度、流動性、熱安定性に優れ、かつ良好な耐湿熱性を併せ持つ樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)50〜99重量部および(B)ポリエステル樹脂(B成分)1〜50重量部からなる樹脂組成物であって、B成分が一般式(I)で表されるチタン化合物(1)、およびチタン化合物(1)と一般式(II)で表される芳香族多価カルボン酸またはその無水物とを反応させて得られたチタン化合物(2)からなる群より選ばれた少なくとも1種のチタン化合物成分と、一般式(III)で表されるリン化合物(3)の少なくとも1種からなるリン化合物成分との反応生成物を含む化合物を触媒として使用して重合されたポリエステル樹脂であることを特徴とする樹脂組成物。
(もっと読む)
301 - 310 / 1,429
[ Back to top ]