
国際特許分類[B29C45/33]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | 横方向,例.放射状,に移動できる金型部品を有するもの (235)
国際特許分類[B29C45/33]に分類される特許
21 - 30 / 235
射出成形用金型
【課題】本発明は、仕様の異なる製品を製造するのに好適な射出成形金型を提供する。
【解決手段】固定側型板1と可動側型板2とを、これらの間にスライド型板4a,4bに支持されたコア3a,3bを進出させて型締めすることにより、該固定側型板1及び可動側型板2の各型面8a,9a,23a,24aと該コア3a,3bの外周面との間に管形成用のキャビティが形成される射出成形用金型Aであって、コア3a,3bのスライド型板4a,4b側に離脱可能に装着されて、該スライド型板4a,4b側のキャビティの一部を埋める入れ子ブロックを備えてなることを特徴とする。
(もっと読む)
成形用金型の冷却方法及び成形用金型

【課題】圧縮気体の金型冷却用通路に流す気体温度度をクーラーなどを利用しないで下げて、冷却能力を向上する点である
【解決手段】スライドコア14の内部に圧縮空気の金型冷却用通路20を配設し、圧縮空気の金型冷却用通路20の一次側21側にノズル33を設ける。そして一次側21側の通路断面積より二次側23側の通路断面積が広い圧縮空気の膨張室34を設ける。ノズル33から噴出する圧縮空気を膨張室34で膨張させることで、その二次側23側空気温度を、一次側21側空気温度よりも低くして金型冷却用通路20に通してスライドコア14を冷却させる。クーラーなどの機器を利用しなくともスライドコア14の冷却効率を上げることができる。
(もっと読む)
CVJブーツ成形用金型及びCVJブーツ成形方法
【課題】内周面に大きなアンダーカットとなる蛇腹部をもつCVJブーツを射出成形で成形できるようにする。
【解決手段】成形品の内周表面を成形する複数対の分割型4、5を中芯を中心とする放射状に配置し、各対の分割型を軸方向に順に移動させながら、軸方向に移動した分割型どうしの間に形成される空間にその分割型を径方向に移動させて離型する。径方向の移動距離を大きくとることができるため、蛇腹部を容易に離型することができる。
(もっと読む)
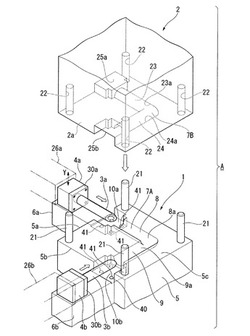
成形装置及び成形方法
【課題】一端が閉塞された成形品、あるいは複数の枝管部が分岐した成形品であっても、成形後に成形品内からコアを容易に型抜きできるようにする。
【解決手段】幹管部P1と、その幹管部P1から分岐する複数の枝管部P2とを設けたインマニMを成形する。コア22を幹側コア23と、枝側コア24とにより構成する。幹側コア23には幹管部P1と枝管部P2との間の内側湾曲部Cを賦形する曲面部23bを形成する。幹側コア23を、曲面部23bを有する第1コア片23Aと、進退移動される第2コア片23Bとより構成する。両コア片23A,23B間には、第2コア片23Bの進退移動時に第1コア片23Aを枝側コア24に接近離間させる運動変換機構25を設ける。第1コア片23Aと枝側コア24との間には、第1コア片23Aが枝側コア24から離間されるとき、第1コア片23Aの第2コア片23Bと同方向への退出移動を拘束する拘束機構26を設ける。
(もっと読む)
射出成形金型
【課題】 金型全体を小型化することができるとともに、構造を簡素化することができる射出成形金型を提供する。
【解決手段】 可動側金型12の第1プレート44には、第1スライドコア24の径方向内方への移動を許容するためのカム部材54が設けられている。また、射出成形機に設けられた駆動機構により駆動される駆動プレート108と、駆動プレート108に支持されたフィンガピン120とが設けられている。第2スライドコア26には、フィンガピン120の一部が移動自在に挿入されるガイド孔36が設けられている。駆動機構により駆動プレート108が第3プレート48に対して型締め方向に移動すると、第2スライドコア26が径方向内方に移動される。
(もっと読む)
バンパー
【課題】成形品の外観上目立たない位置にパーティングラインを形成することで見栄えのよい成形品が成形可能なバンパーを提供する。
【解決手段】相手部品(シールゴム17やラジエータサポート18)に係合して組付けられるバンパー10であって、前記バンパー10表面の所定位置に段差15が形成されるともに、当該段差15のエッジ部分に沿ってパーティングライン16を有し、前記パーティングライン16は、前記相手部品を係合した際に、前記相手部品によって隠れる位置に設定される。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
軸流ファン及びスライド金型
【課題】吸気効率を改善した軸流ファン及びその製造に用いるスライド金型を提供することを目的とする。
【解決手段】インペラと、外周面11fに少なくとも1つの平面部を含み且つ前記インペラの外周を囲む側壁11を有するハウジング10とを備えている。側壁11は、その内周面の周方向に配列され且つ互いに平面部に対して略垂直な同一方向に内周面から外周面へ貫通する複数のスリット110a〜110hで構成されたスリット群110を備え、スリット群110は、スリット110a〜110hの貫通方向Tに直交する内周面の接線Gの接点Eからインペラの回転方向Rの前方側に位置するスリットの数が、接線Gの接点Eからインペラの回転方向Rの後方側に位置するスリットの数よりも多い。
(もっと読む)
成形用金型
【課題】射出成形等の樹脂の成形において、様々な形状の成形品の成形に対応でき、かつそれらの成形品を高い生産性で製造できる成形用金型の提供を目的とする。
【解決手段】可動金型10と固定金型20を有し、可動金型が、凹部11aが形成されたキャビティブロック11と、エジェクターピン18を有するエジェクタープレート14と、エジェクタープレート14のキャビティブロック11の反対側に接触させて設けられ、その接触面と交差する方向に沿って移動して、エジェクタープレート14をキャビティブロック11側に押し出すまたは引き戻すスライドブロック15とを有する射出成形用金型1。
(もっと読む)
21 - 30 / 235
[ Back to top ]