
国際特許分類[B29C45/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 細部 (166)
国際特許分類[B29C45/58]の下位に属する分類
スクリュー (49)
バレルまたはシリンダー (62)
ベントまたはガス抜き手段 (32)
国際特許分類[B29C45/58]に分類される特許
1 - 10 / 23
射出装置及び射出成形機
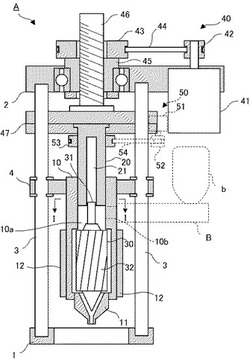
【課題】射出時のプランジャの移動とトービードとを非連動とする一方、混練時には連動させて混練性を向上すること。
【解決手段】先端にノズル11を有し、該ノズルから射出する射出材料を収容するシリンダ部10と、該シリンダ部内の射出材料を押し出して前記ノズルから射出させるプランジャ20と、前記プランジャよりも前記ノズル側において前記シリンダ部内に配置されたトービード30と、を備えた射出装置Aにおいて、前記プランジャを射出材料の押出方向に進退させる第1駆動手段40と、前記プランジャをその軸回りに回転させる第2駆動手段50と、前記プランジャと前記トービードとを、前記プランジャの前記軸回りの回転方向については互いに係合させ、前記押出方向については互いに非係合とする係合部と、を備えたことを特徴とする。
(もっと読む)
樹脂原料の可塑化装置及び可塑化方法

【課題】Ni基合金は比較的硬度が低く、鍛圧加工して高強度化したものであってもその硬度はHV380〜440程度であり、多用されている硬質クロームメッキの硬度HV800〜900に対してかなり低いものである。そのため、Ni基合金処理されたスクリュや加熱筒は、耐食性はあっても耐磨耗性は乏しいので、可塑化中のスクリュ回転に伴って齧りが発生する虞がある。
【解決手段】可塑化中に腐食性ガスを発生する樹脂原料Mを原料調節装置13により供給量を制限して加熱筒3へ供給し、スクリュ4と加熱筒3との両対向面におけるスクリュ4の対向面及び/又は加熱筒3の対向面にNi基合金処理を施した前記スクリュ4及び前記加熱筒3により前記樹脂原料Mを可塑化する。
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供する。
【手段】本発明の耐湿性軽量樹脂成形体の製造方法は、二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と、有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部と、無機系発泡核剤0.1〜1.0重量部とを含む熱可塑性樹脂組成物を溶融する工程と、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を該射出成形機のシリンダ途中から供給する工程と、射出発泡成形する工程とを含むことを特徴とする。
(もっと読む)
樹脂成形品の黒点異物防止装置
【課題】黒点異物及び成形環境下による進入した異物を確実に防止することができる樹脂成形品の黒点異物発生防止装置を提供する。
【解決手段】射出装置の加熱筒16と成形用金型の製品キャビティとの間に溶融樹脂の流路17,31具備する。この流路31の一部を複数の分割流路32に分割し、この分割流路32の上流側に、異なる網目の大きさを有する網を複数重ね合わせて配置する。これら網を溶融樹脂が通過する際、溶融樹脂から黒点異物を捕捉することにより、製品における黒点の発生を防止できる。また、下流側の網は上流側の網より強度が高いから、下流側の網が、細かい網目の上流側の網の補強材と成る。
(もっと読む)
成形機
【課題】ビルトイン型モータを成形動作の駆動源とした成形機において、軸受の数を低減すること。
【解決手段】成形動作の駆動源としての電動モータに、内部が中空円筒の固定子と、該固定子の内部に位置する円筒形の回転子とをもつ、中空のビルトイン型モータを用いる成形機において、ビルトイン型モータ以外の回転部材の軸受を、ビルトイン型モータの回転部の軸受に兼用する。
(もっと読む)
射出成形機の構築方法
【課題】射出用ビルトイン型モータを用いるインラインスクリュ式の射出成形機を、多様な仕様のマシン(射出成形機)として構築することを、コストパフォーマンスに優れ、生産性のよいものとして実現すること。
【解決手段】マシンに搭載するスクリュの径の如何や、マシンの最大射出速度の如何や、マシンの最大射出圧力の如何に応じて、軸方向と直交する方向の寸法が同一で軸方向長さの異なる複数種の射出用ビルトイン型モータから選定した1つの射出用ビルトイン型モータを用いることと、用いるボールネジ機構のリードの大きさとを組み合わせることで、スクリュの径や最大射出速度や最大射出圧力に応じた、マシンを構築する。
(もっと読む)
スクリュ式二軸混練押出機の混練度調整装置
【課題】本発明は、最も上流側の混練部に移動自在な壁面体を設けることにより、溶融粘度が高い合成樹脂原料に対して、溶融温度を低く、比エネルギーを小さく、また、溶融粘度が低い合成樹脂原料に対して、溶融温度を高く、比エネルギーを大きくして混練することを目的とする。
【解決手段】本発明によるスクリュ式二軸混練押出機の混練度調整装置は、供給部(A)、第1輸送部(B)、少なくとも2ケ所の混練部、ゲート部(D)、第2輸送部(E)および吐出部(F)により構成され、ゲート部(D)において混練度調整が行われるとともに、最も上流に位置する混練部(C)において、シリンダ(11)の貫通内孔(11a)の壁面体(13a)をスクリュ(12)の軸直角方向へ移動させることにより、シリンダ(11)の貫通内孔(11a)の壁面とスクリュ(12)の外周との間隔を変化させて可塑化調整を行う構成である。
(もっと読む)
無機粒子混合樹脂材料の射出成形方法及び無機粒子混合樹脂材料成形用射出成形機
【課題】特に無機粒子が混合された樹脂材料を用いて成形を行うに際し、ショット間バラツキがなく寸法が安定し、部分的な性能バラツキのない成形品が得られると共に、スクリューに掛かる負荷抵抗を低減した射出成形方法及び射出成形機を得る。
【解決手段】摺動及び回動自在なスクリューと、先端にノズルを有し該スクリューの外側を覆うシリンダと、該シリンダ内に樹脂材料を供給可能なホッパと、を有する射出成形機を用い、樹脂材料をホッパからシリンダ内に供給する工程、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程、及び、スクリューの摺動により樹脂材料をノズルから金型内へ射出する工程と、を有する無機粒子混合樹脂材料の射出成形方法で、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程において、樹脂材料をスクリューから発せられる熱で加熱する。
(もっと読む)
可塑化スクリューの組立及び分解のための方法及び装置
本発明は、可塑化スクリュー(1)と射出成形機のスクリュー駆動装置の駆動端部(11)とを締め付け連結部(10)によって組立及び分解するための方法及び装置に関する。スクリュー駆動装置は可塑化シリンダー(1)の制御された直線運動及び回転運動を生ぜしめるように形成されている。連結は締め付け手段を介して行われ、締め付け手段は有利には機械式の締め付け連結部(10)として形成されており、回転駆動力及びスクリュー戻し力は摩擦結合に基づき伝達され、かつ軸線方向の射出力はストッパーに基づき伝達される。組立過程及び分解過程はスクリュー駆動装置の制御によって支援される。可塑化スクリュー(1)はさらに熱収縮式結合部若しくは液圧式の締め付け装置(23)による解離可能な締まり嵌め結合部によって連結され若しくは連結解除されるようになっていてよく、この場合に可塑化スクリュー(1)は連結に際してストッパーに当接されるようになっている。  (もっと読む)
(もっと読む)
高粘度樹脂の混合装置
【課題】高粘度の複数の液体を高速で均一混合できる高粘度樹脂の混合装置を提供する。
【解決手段】混合後の樹脂を排出する排出口7が設けられ内壁が円筒状の外筒1と、外筒1の内壁内で回転する螺旋状に形成されたネジ山5が接続される回転シャフト3と、回転シャフト3を軸受け支持し外筒1に固定された軸受け2と、軸受け2に設けられ2種類の高粘度樹脂が別々に供給される2つの注入口6と、ネジ山5に設けられ排出口7を閉じるための弁体8と、回転シャフト3を軸方向に移動する駆動装置とを備え、前記ネジ山5と外筒1の内壁とのギャップが外筒内径の0.5から1.5%以内に形成した。
(もっと読む)
1 - 10 / 23
[ Back to top ]