
国際特許分類[B29C45/63]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 細部 (166) | ベントまたはガス抜き手段 (32)
国際特許分類[B29C45/63]に分類される特許
1 - 10 / 32
成形機における射出装置
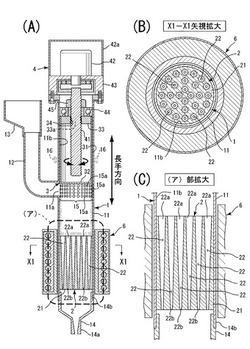
【目的】投入した多数のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口11aを備えたシリンダー1と、シリンダー1内に配置されると共に軸方向に往復するプランジャー3と、プランジャー3を軸方向に往復移動させる駆動手段4と、錐体状の通路で且つ流入側大開口22aと流出側小開口22bとからなる多数の溶融孔22を有する溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に流入側大開口22aはプランジャー3に対面してなること。
(もっと読む)
樹脂成形品、及び樹脂成形品の製造方法

【課題】本発明は、透明性に優れ、しかもアウトガスの発生が少ない新規な樹脂成形品及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】素材Pとしてのポリプロピレン系樹脂組成物を、加熱筒2の上流側から間欠的に供給し、供給された素材Pを加熱筒2の軸心に沿って加熱筒2内に配されたスクリュー3を回転させることによって加熱筒2の上流側から下流側に順次輸送し、加熱筒2を加熱すると共に加熱筒2内を減圧することによって、素材Pからガス成分を遊離させつつ、ベント孔4を介して除去する。
(もっと読む)
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】フィードシリンダー203の供給開口部203cから落下する原料の量を規制する原料供給規制手段を設けて、そのフィードシリンダー203の供給開口部203cから供給筒201の内部に落下する原料の量を適宜の量となるように調整し、原料の過多状態の発生のおそれを防止して供給筒201内における原料のカサ密度を好適状態に維持するように構成したものである。
(もっと読む)
射出成形機用可塑化スクリュ
【課題】射出成形機の可塑化スクリュの圧縮部の形状を改良し、樹脂や添加剤の分解ガスの発生を減らすことができる射出成形機の可塑化スクリュを提供すること。
【解決手段】射出成形機のスクリュSは、供給部F、圧縮部C、および計量部Mを備える。図7はスクリュSの圧縮部Cの一部を図示したものである。溶融が完了した液相のメルトフィルム112は、容易にスクリュフライト10cを越えてスクリュ前方(メルトフィルム流動方向116)に流れていき、固相のソリッドベッド114はスクリュ溝前方にある段差部118に引っかかり、スクリュ溝12cに沿ってせん断圧縮を受けながらスクリュSの先端側に移送されるため、ソリッドベッド114に選択的にせん断圧縮を掛けて樹脂溶融を行うことが可能である。これによって、樹脂に加えるせん断圧縮エネルギーの量を抑えることが可能となり、発生する分解ガスの量を低減することが可能となる。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流することにより形成されるウェルド生成部1aの滞留ガスを排気通路19から外部に排出する排出工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
射出成形機およびその制御方法
【課題】加熱筒内を真空状態にして材料からガスや水分を吸引する射出成形機において、エネルギー効率を改善することができる射出成形機および射出成形機の制御方法を提供する。
【解決手段】 射出装置13の加熱筒23内で材料を溶融し、溶融した材料を成形金型19,20のキャビティ21内で固化させて成形品を成形する射出成形機11において、加熱筒23内を真空状態にする真空吸引機構38と、加熱筒23を加熱する誘導加熱装置42とが備えられ、誘導加熱装置42により材料を昇温させ溶融開始させる。
(もっと読む)
可塑化装置、可塑化装置のスクリュ、および可塑化方法
【課題】 加熱筒内を真空吸引する可塑化装置において、加熱筒内で成形材料の可塑化の際に発生したガスを螺旋状のフライトに沿って抜くことができる可塑化装置、可塑化装置のスクリュ、および可塑化方法を提供する。
【解決手段】 加熱筒12内に回転自在に設けられたスクリュ13により成形材料Pを可塑化する可塑化装置11において、投入口15を含む加熱筒12の後部側から加熱筒12内を負圧吸引する吸引手段24を有するとともに、スクリュ13のフライト37の後側に帯状の浅溝部39を設ける。
(もっと読む)
射出成形機の射出装置
【課題】 加熱筒の供給口の周辺からリークが発生し、大気が加熱筒内に混入することを防止した加熱筒内を真空吸引可能な射出成形機の射出装置を提供する。
【解決手段】 スクリュ15が配設された加熱筒13内を真空吸引可能な射出成形機の射出装置11において、加熱筒13と加熱筒以外の別部材12,41の間には加熱筒13の供給口33を取囲むようにシール部材46を配設するものであり、特にはフロントプレート12の内孔34にスリーブ部材41が配設され、前記スリーブ部材41により加熱筒以外の別部材を構成する。
(もっと読む)
1 - 10 / 32
[ Back to top ]