
国際特許分類[B29C45/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 計量,制御または調整 (1,738)
国際特許分類[B29C45/76]の下位に属する分類
成形材料の速度または圧力の (194)
温度の (312)
金型部品の相対位置の (110)
流体回路の (61)
国際特許分類[B29C45/76]に分類される特許
101 - 110 / 1,061
型締装置及びその制御方法並びに射出成形機
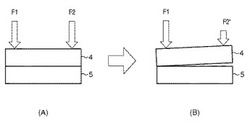
【課題】金型への加工を必要とせずにガス抜きを行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記複数の駆動手段を制御して型締力を制御する制御手段と、を備え、前記制御手段は、前記複数の駆動手段を制御して前記第1及び第2の型締部間の圧力を局所的に変更することにより、前記金型のキャビティ内のガス抜きを行うことを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機

【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】より安価に型締部を基準姿勢に戻すことができる射出成形機等に用いられる型締装置及び射出成形機を提供する。
【解決手段】型締装置は、第1及び第2の型締部40と、駆動源としてのモータ92及び前記第1の型締部の移動を案内する軸91を含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段90と、各々の前記被付勢部位の移動量を検出する検出手段93とを備える。前記モータを制御して、前記第1の型締部をその限界まで傾かせた第1姿勢とし、更に、逆方向に限界まで傾かせた第2姿勢とし、前記検出手段が検出した、前記第1姿勢から前記第2姿勢に移行する間の前記被付勢部位の移動量に基づいて、前記第1の型締部の姿勢を基準姿勢に復帰させる。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
金型設計システム及び金型設計方法
【課題】製品CADデータ通りの成形品を製造可能な修正金型を、短時間かつ低コストに得ることができる金型設計システム及び金型設計方法を提供する。
【解決手段】製品CADデータから設計した金型により成形品を得る工程(S1)と、金型で製造された成形品の形状を測定し測定データを得る工程(S2)と、測定データから加工データの加工箇所をデータ上で削除し、加工部削除測定データを得る工程(S3)と、加工部削除測定データと製品CADデータを比較し、加工部削除測定データの歪みを反転し反転データを得る工程(S4)と、反転データから修正金型を設計する工程(S5)とを備えた構成とした。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
金型設計システム及び金型設計方法
【課題】成形不良が発生しやすい部位では、補正を反映した形状を有し、成形不良が発生しやすい部位以外では、製品CADデータに対する歪みが無い成形品を製造可能な修正金型を、簡易に得ることができる金型設計システム及び金型設計方法を提供する。
【解決手段】製品CADデータから設計した金型CADデータにより金型を製造し該金型により成形品を得て(S1)、成形品を解析し成形不良が発生しやすい部位に対し金型CADデータを補正した補正金型CADデータを作成し、この補正金型CADデータを基に製造した補正金型で成形品を得て(S2)、補正金型CADデータから補正を反映した補正製品CADデータを得て(S3)、補正金型で製造された成形品の形状を測定し測定データを得て(S4)、測定データと補正製品CADデータを比較し、測定データの歪みを反転し反転データを得て(S5)、反転データから修正金型を設計(S6)する構成とした。
(もっと読む)
変形量予測装置、変形量予測方法、プログラムおよび記録媒体
【課題】 金型内で十分冷却されない状態で離型された樹脂成形品の最終的な形状を精度よく予測することができる変形量予測装置、変形量予測方法、プログラムおよび記録媒体を提供する。
【解決手段】 樹脂流動解析部6は、成形条件取得部3によって取得された成形条件に基づいて、金型に射出して成形される樹脂成形品の計算用モデルの各メッシュ形状について、残留応力および温度分布を算出する。応力解析部11は、残留応力および温度分布、ならびに温度依存性ヤング率に基づいて応力解析を行い、型開き時の樹脂成形品の変形量を計算する。熱応力解析部16は、伝熱解析部13によって変換された温度分布、ならびにガラス転移温度Tg以下の温度での線膨張係数およびその線膨張係数から変換されたガラス転移温度Tg以上の温度での線膨張係数に基づいて、樹脂成形品が所定温度まで冷却されるときの最終的な変形量を計算する。
(もっと読む)
型締力の適否判定方法および型締力調整方法
【課題】センサ等を格別に設ける必要がなく安価に型締力の適否を判定でき、最適な型締力に調整できる調整方法を提供する。
【解決手段】トグル式型締装置(3)を備えた電動射出成形機(1)において、射出工程あるいは保圧工程に、クロスヘッド(17)を駆動するサーボモータ(26)のトルクを監視する。トルクの変化が所定のしきい値(Ta)を越えた場合には、クロスヘッド(17)位置が変化したと判断して、型締力が不足していると判定する。型締力をΔFずつ大きくなるように調整して、射出成形を繰り返し、同様に射出工程あるいは保圧工程においてサーボモータ(26)のトルクを監視する。トルクの変化がしきい値(Ta)以内になったとき、型締力は適切であると判定し型締力の調整を完了する。
(もっと読む)
101 - 110 / 1,061
[ Back to top ]