
国際特許分類[B29C45/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 計量,制御または調整 (1,738) | 温度の (312)
国際特許分類[B29C45/78]に分類される特許
1 - 10 / 312
射出成形機における熱可塑性樹脂の温度制御方法
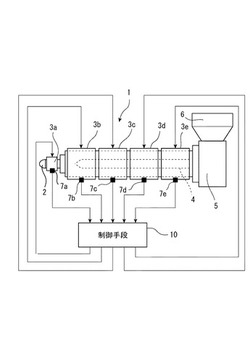
【課題】射出成形機の通常の稼動を一時的に停止して加熱シリンダ内に有する熱可塑性樹脂の保温制御をする際、当該樹脂に炭化物が発生しないようにして保温制御することができる、射出成形機における熱可塑性樹脂の温度制御方法を提供する。
【解決手段】射出成形機で成形体を成形する通常の稼動から保温制御に切替えられた際、加熱シリンダ1内に有する熱可塑性樹脂が急激な降温により炭化しないようにするため、射出成形機の通常の稼動中に温度にばらつきのあった複数の加熱ヒータ3a,3b,3c,3d,3eを、炭化の発生することのない保温限界温度t2まで所定時間(n×T)をかけて降温し、降温された各加熱ヒータ3a,3b,3c,3d,3eの温度を一定になるよう制御する。これにより、加熱シリンダ1内に有する熱可塑性樹脂に炭化物が発生することを防止することが可能となる。
(もっと読む)
温調配管付きアダプタプレートを備えた射出成形機

【課題】型盤に金型を取付ける際に用いられるアダプタと型盤との結合領域が前記金型のアダプタへの取付け面より小さい面積とし、かつ、少なくとも前記結合領域内に温度調節用媒体の配管を設けることによって、金型の熱が型盤に伝達する箇所である結合領域内を温度調節することができ、これによって、金型の温度分布を均一にすることができる射出成形機を提供すること。
【解決手段】型盤(固定盤11,可動盤12)に金型(31a,31b)を取付けるためのアダプタプレート30(30a,30b)を有する射出成形機において、アダプタプレート30は、前記型盤に取付ける面と前記金型に取付ける面を有し、前記型盤に取付ける面に前記金型の取付け面の面積より小さい面積の結合部32(32a,32b)を有し、少なくとも前記結合部32が備わった領域に対応する前記アダプタプレート30内に配管33を有する射出成形機。
(もっと読む)
樹脂成形品の成形方法
【課題】樹脂成形品を金型を用いて成形する際に、硬化収縮性を有する樹脂組成物であっても、硬化収縮により発生する表面ヒケを防止するとともに、金型からの脱型が良好な樹脂成形品の成形方法を提供すること。
【解決手段】金型を用いて成形する樹脂成形品の成形方法であって、樹脂成分100質量部に対して0.05〜0.8質量部のシランカップリング剤を、樹脂成分と直接混合することにより配合した樹脂組成物を金型に供給して成形することを特徴とする。
(もっと読む)
樹脂封止装置と樹脂封止装置の制御方法
【課題】待機時の消費電力、特に、金型ヒータの消費電力を削減できる樹脂封止装置と樹脂封止装置の制御方法を提供する。
【解決手段】金型ヒータ23を有する金型22と、金型22に基板3を供給する材料供給ユニット10と、材料供給ユニット10の基板3を金型22に搬入すると共に、金型22から成形された基板3を搬出する搬送ユニット36と、生産を中断中の金型22の待機時間中に、金型ヒータ23をオフにした後、待機時間の経過前に金型22が所定温度に達すように金型ヒータ23をオンする制御手段51,54とを備えた樹脂封止装置1において、制御手段51,54は、生産を中断中の金型22の待機時間から金型22の昇温時間を差し引いた金型ヒータ23の加熱待機時間の経過後に、金型ヒータ23をオンする。
(もっと読む)
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
1 - 10 / 312
[ Back to top ]