
国際特許分類[B29C45/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 計量,制御または調整 (1,738)
国際特許分類[B29C45/76]の下位に属する分類
成形材料の速度または圧力の (194)
温度の (312)
金型部品の相対位置の (110)
流体回路の (61)
国際特許分類[B29C45/76]に分類される特許
71 - 80 / 1,061
射出成形機の表示装置
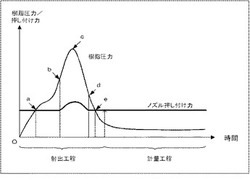
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
成形機及び成形機の画面表示切換制御方法

【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
設計支援装置および剛性構造決定方法
【課題】軽量化を前提とした剛性構造を高精度に得ることができ、かつ解析にかかる時間を短縮する。
【解決手段】メッシュ状の要素に分割されたモデル19の各要素を、クリープ変形による変形量に基づき、複数のグループのいずれかに仕分ける処理と、前記仕分けられたグループごとに、剛性パラメータを線形解析する処理と、前記グループごとに求められた剛性パラメータを、そのグループに属する各要素に付与すると共に、各要素に生じる反力と、拘束条件とに基づき線形解析し、前記モデルの変形量を求める処理と、前記線形解析により求められた前記モデルの変形量と前記クリープ変形により求められた変形量が所定の許容範囲内で一致するように、各要素の剛性パラメータを最適値に調整する処理と、全ての要素について最適値に調整された剛性パラメータを用いて位相最適化処理を行う処理を行う。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
樹脂成形品の成形金型及び成形方法
【課題】複数の固定部に金属製の円筒体又は長円筒体を正確に配置することができる良好な樹脂成形品の成形金型及び成形方法を提供する。
【解決手段】成形金型51は、箱本体の複数の固定部にそれぞれ形成される挿通孔の内面に、金属製の円形カラー33又は長円形カラーをインサート成形するためのキャビティ54,55を備える。円形カラー33が装着される円筒ボス部61備えたキャビティ54には、円形カラー33が円筒ボス部61に挿入される際には干渉せず、長円形カラーが円筒ボス部61に挿入される際には干渉して該長円形カラーが円筒ボス部61に挿入されるのを阻止する複数の突起63が突設されている。
(もっと読む)
樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法
【課題】 計算機支援による最適化手法を用いて設計された金型を使用した射出成形法によってウェルド発生の可能性を有する樹脂成形体を得る場合において、ウェルド発生を低減化するための樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法の提供。
【解決手段】 ウェルド発生が低減化された樹脂成形体の設計方法であって、計算機支援による最適化手法を用いて設計され、該最適化手法において、樹脂成形体のデザインの制約を受ける制約パラメータと、前記制約を受けず任意に設定できる可変パラメータとを、少なくともそれぞれ1つずつ用い、前記制約パラメータの少なくとも1つと、前記可変パラメータの少なくとも1つとは、連動するものであることを特徴とする樹脂成形体の設計方法等による。
(もっと読む)
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
71 - 80 / 1,061
[ Back to top ]